UG PM WNC粗加工对比
不同软件就同一功能进行对比,是一种非常有效的提高水平的方法,发现其中细微的差距,思考为什么,发现短板,用调整参数的技巧弥补靠齐。发现差距需要基础知识,做成一致的刀轨,那就是大神级人物了。
全球的CAM软件约有很多种,目前模具行业常用的有UG,PM,WNC,CE等。模具CNC在加工过程中粗加工中的二粗加工,即残料加工极其重要。现就将UG,PM,WNC这三种软件的二粗加工做以对比,以便于大家了解软件在粗加工方面的优劣性。
现就以下图模仁为例做对比与分析 。
模仁实例加工参数如下(注:暂不考虑工艺的合理性)
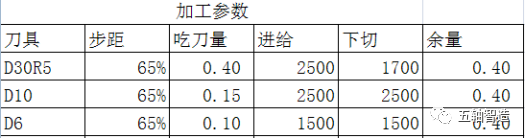
以下为UG的加工效果图,由上至下,分别为开粗(D30R5),二粗(D10),三粗(D6)
以下为PM的加工效果图,由上至下,分别为开粗(D30R5),二粗(D10),三粗(D6)
以下为WNC的加工效果图,由上至下,分别为开粗(D30R5),二粗(D10),三粗(D6)
三种软件开粗,二粗,三粗加效果如上所示。
通过对比,可以看出,WNC的刀路最整洁,二粗,三粗的刀路在平坦区域没有零碎的刀路,减少了加工时间。
现在让我们看看三种软件总加工时间
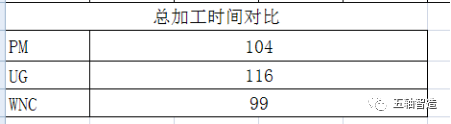
从时间上对比,WNC占明显优势,比PM快大约5%,比UG快约16%.
以上的对比,以事实为基础,刀路未做其他修改或优化,是软件自动计算之结果.
从对比结果看,WNC的二粗,三粗效果优于PM和UG。
WNC还有以下优点:
A,开粗全程基于毛坯计算,所有刀路均可参与;
B,刀路无需进行过切检查,WNC计算OK的刀路,就是成品;
C,刀路修剪方便;
D,计算刀路全程为后台计算;
E,带刀柄计算,可计算刀具最短刀长;
F,一键式界面,方便操作,逻辑性强。
以上图片为WNC刀路策略一键式界面,简单实用,自动化程度高。
WNC的二粗,还有一个非常值得一说的亮点:其二粗加工刀路清角时,不抬刀,以螺旋的方式进行短连接,这样加工平稳,且效率极高,以三轴立式加工中心为例,螺旋式连接方式,从理论上讲可以有效地缓冲刀具的径向受力和轴向受力,可提高刀具的使用寿命
没有对比,就没有差距。唯有多维度,多视角的对比,才可以取长补短,运用自如,最大限度发挥软件之优势,亦可提高自己认知与视野。