对于从事加工中心的人来说,铣刀再熟悉不过,可在使用的时候我们有没有去思考一下,什么样的铣刀才好用呢?今天,笔者就给各位看官分享一下立铣刀的基本知识。选择合适的铣刀,提高产品表面加工质量,改善切削效果、解决易变形、难加工材料都有很大的帮助。
首先来认识一下铣刀的结构:

小d:铣刀柄径的大小
大D:铣刀切削刃径的大小
H: 铣刀切削刃的长度
L: 铣刀的全长
Zn: 铣刀的刃数(也叫齿数)
常见铣刀有:
(1)平底刀(刀尖为尖角)

(2)圆鼻刀(也叫牛鼻刀,刀尖带有R角)

(3)球刀(刀尖为R角,R角大小为刃径的一半)

影响立铣刀使用效果的重要因素:
(1)铣刀的材质

(2)铣刀的涂层
(3)铣刀的几何角度
铣刀的材质:
常见的材质有(1)白钢铣刀;(2)硬质合金铣刀(也叫钨钢铣刀);由于加工中心具有高转速,快进给的切削特点,白钢铣刀在实际工作使用较少。
钨钢铣刀是以高硬度难熔金属的碳化物(WC、TiC)微米级粉末为主要成分,以钴(Co)或镍(Ni)、钼(Mo)为粘结剂,在真空炉或氢气还原炉中烧结而成的粉末冶金制品。
由许许多多的碳化钨颗粒组成的,颗粒越大,硬度越低;颗粒越小硬度越高;例如45度与55度刀具最本质的区别在于材料粒径的大小上,45度刀碳化钨颗粒大,硬度低;55度刀碳化钨颗粒大小,硬度高。
铣刀的涂层:
涂层刀具是在强度和韧性较好的硬质合金或高速钢(HSS)基体表面上,利用气相沉积方法涂覆一薄层耐磨性好的难熔金属或非金属化合物(也可涂覆在陶瓷、金刚石和立方氮化硼等超硬材料刀片上)而获得。
常见的涂层:
(1)硬质涂层;
(2)纳米涂层;
(3)金刚石涂层;
(4)氧化涂层;
(1)硬质涂层:
TiN、TiCN、TiAlN、AlTiN、CrN、TiAlCrN是近几年来开发的硬质涂层新材料。TiAlN涂层刀片已商品化。它的化学稳定性和抗氧化磨损性能好,用其加工高合金钢、不锈钢、钛合金和镍合金时的刀具寿命可比TiN涂层高3~4倍。此外,TiAlN涂层中如果有合适的铝浓度,切削时在刀具前刀面和切屑的界面上还会产生一层硬质的惰性保护膜,该膜有较好的隔热性,可更有效地用于高速切削。CrN是一种无钛涂层,适于切削钛和钛合金、铜、铝以及其它软材料,化学稳定性好,不产生粘屑。TiAlCrN是一种梯度结构涂层,不仅具有高的韧性和硬度,而且摩擦因数也较小,适用于铣刀、滚刀、丝锥等多种刀具,切削性能明显优于TiN。
(2)纳米涂层:
在硬质合金基体上交互涂覆不同成分超薄膜涂层。用于高硬度材料,刀具寿命远高于单涂层刀具。
(3)金刚石涂层(Diamond):
金刚石涂层为非铁金属加工刀具最佳涂层,是加工石墨、金属基复合材料(MMC)、高硅铝合金及高磨蚀材料的理想涂层(纯金刚石涂层刀具不能加工钢件,加工钢件会产生大量切削热,并导致发生化学反应,使涂层与刀具之间的粘附层遭到破坏)。
(4)氧化涂层(Homo):
氧化涂层(Homo)是将工具于500~550?C的水蒸汽中加热30~60分钟,使工具表面上生成Fe3O4层,这是种氧化处理法,其氧化皮膜的厚度在1~3?的范围。此皮膜因是多孔质的原故,能保持住切削油减少摩擦热,对难切削材、高抗拉力钢、不锈钢、铸铁等,丝攻容易发生磨损的甚有效果。
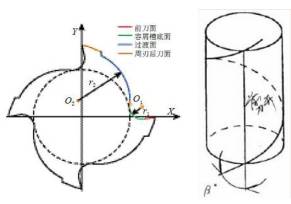
铣刀几何角度:
铣刀几何角度的主要功用
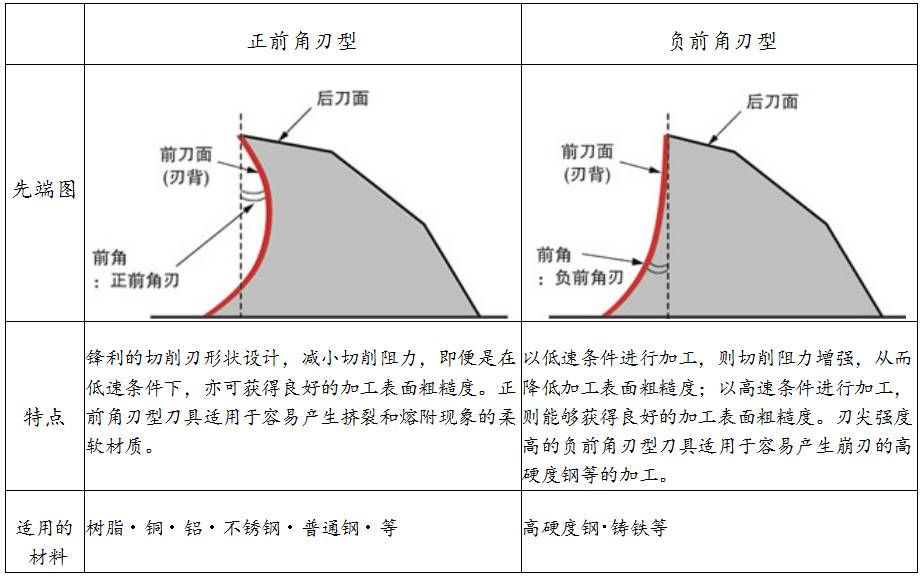
(1)前角:
(2)后角:
后角的主要作用是减小后刀面与工件间的摩擦,同时,后角的大小也会影响刀齿的强度。由于铣刀每齿的切削厚度较小,以减小后刀面与工件间的摩擦。
粗加工铣刀,或加工强度、硬度较高的工件时。应取较小后角,以保证刀齿有足够的强度。
在加工塑性大或弹性较大的工件时,后角应适当加大,以免由于已加工表面的弹性恢复,使后刀面与工件的摩擦接触面过大。高速钢刀具的后角可比同类型硬质合金刀具的后角稍大些。
(3)螺旋角:
螺旋角愈小,切削扭距愈大,轴向拉力愈小;
螺旋角愈大,切削扭距愈大,轴向拉力愈大;
30度螺旋角与45度螺旋角PK;
30度排屑性能较好,刚性较好。但是前角较大,切削刃不够锋利。其阻力较大; 适合低速大进给;
45度前角锋利;排屑性能没有30度的好,刚性较差;但是相同刃数下,其容屑空间大。前角也更为锋利;适合高速,低进给; 45度一个适合切削如高温合金,不锈钢等比较粘的金属,30度比较适合切削钢件,铸铁等金属.
(4)刃数:

刃数少,排屑空间大,易于排屑,但刚性低;
刃数多,排屑空间小,不利于排屑,但刚性强,加工出来的表面质量就好;
两刃:适合加工键槽;
三刃:适合加工铝件、塑料、电木;
四刃:可通用,以加工钢件为主 ,对于经常加工不同材质的工厂来说,选用四刃铣刀较为理想,减少刀具成本;对于材质比较单一的工厂,选择比较合适的刃数,有利于改善切削效果与加工质量。