G52局部坐标系偏置
指令格式:G52 X_ Y_ Z_
指令取消:G52 X0. Y0. Z0.
指令说明:该指令用于偏置G54-59坐标系的位置,启用G52局部坐标偏置后,在下一个加工坐标系前必须取消前面启用的G52偏置值,因该指令为非模态指令,当没有取消时,后续刀具的坐标系也将延续上一段的G52偏置值。
为了方便大家理解,请看以下举例说明:
下图左侧有一段采用直径12的铣刀进行加工单个内孔的程序(编程原点在孔的圆心上)。如果我们想利用该段程序加工以下4个孔,就需采用4个坐标系,此时用G52就可以很好的解决这个问题。
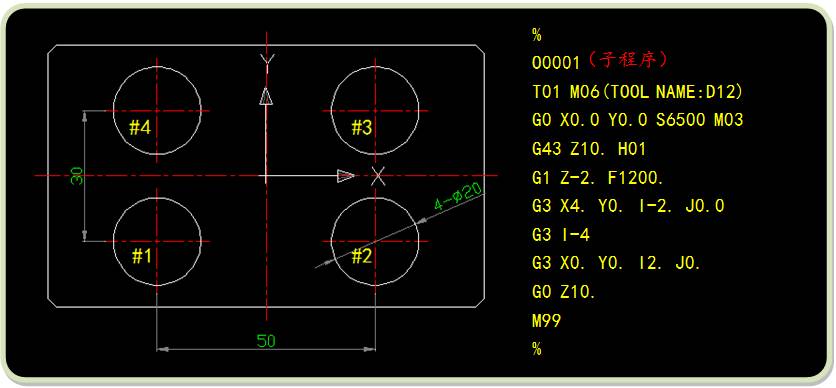
首先,在机床上新建一个主程序,加工坐标系建立在零件的中心(四面分中,顶面为零)
%
O0100
G90 G17 G40 G49 G80
G91 G28 Z0.0
G90 G54 G52 X-25. Y-15. (G54向机床坐标系X轴负方向偏移25MM,Y轴负方向偏移15MM)
M98 P1 (呼叫O0001子程序,加工第一孔)
G54 G52 X0. Y0. (取消对G54的局部偏置)
G90 G54 G52 X25. Y-15. (G54向机床坐标系X轴正方向偏移25MM,Y轴负方向偏移15MM)
M98 P1 (呼叫O0001子程序,加工第二孔)
G54 G52 X0. Y0. (取消对G54的局部偏置)
G90 G54 G52 X25. Y15. (G54向机床坐标系X轴正方向偏移25MM,Y轴正方向偏移15MM)
M98 P1 (呼叫O0001子程序,加工第三孔)
G54 G52 X0. Y0. (取消对G54的局部偏置)
G90 G54 G52 X-25. Y15. (G54向机床坐标系X轴负方向偏移25MM,Y轴正方向偏移15MM)
M98 P1 (呼叫O0001子程序,加工第四孔)
G54 G52 X0. Y0. (取消对G54的局部偏置)
M05 M09
G91 G28 Z0.
G28 Y0.
M30
%
通过以上主程序呼叫子程,采用G52偏置G54加工坐标系就可以实现连续加工4个不同位置的孔。
标签: 数控CNC




