FANUC 0MD数控系统操作 |
在“视图”下拉菜单或者浮动菜单中选择“控制面板切换”后,数控系统操作键盘会出现在视窗的右上角,其左侧为数控系统显示屏,如下图所示。用操作键盘结合显示屏可以进行数控系统操作。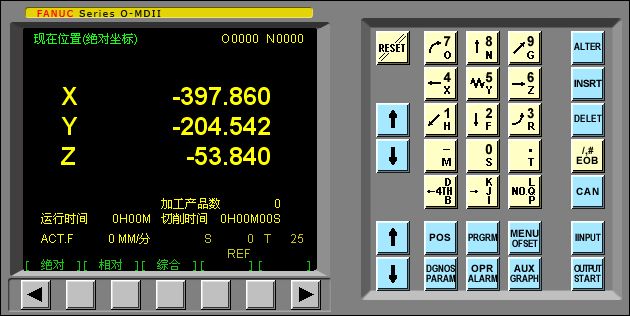
数字/字母键
数字/字母键用于输入数据到输入区域(如下图所示),系统自动判别取字母还是取数字。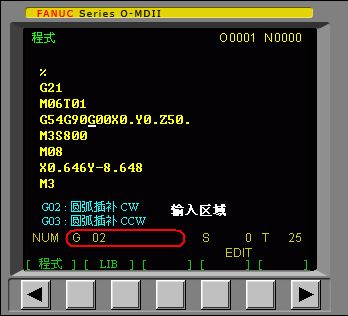
键的输入顺序是:K→J→I→K•••循环。
编辑键
ALTER替代键。用输入的数据替代光标所在的数据。
DELET删除键。删除光标所在的数据;或者删除一个数控程序或者删除全部数控程序。
INSRT插入键。把输入域之中的数据插入到当前光标之后的位置。
CAN修改键。消除输入域内的数据。
EOB回撤换行键。结束一行程序的输入并且换行。
页面切换键
PRGRM数控程序显示与编辑页面。
POS位置显示页面。位置显示有三种方式,用PAGE按钮选择。
MENU OFFSET参数输入页面。按第一次进入坐标系设置页面,按第二次进入刀具补偿参数页面。进入不同的页面以后,用PAGE 按钮切换。
翻页按钮(PAGE)
向下或向上翻页。
光标移动(CURSOR)
向下或向上移动光标。
输入键
INPUT输入键。把输入域内的数据输入参数页面或者输入一个外部的数控程序。
输出键
OUTPUT输出键。把当前数控程序输出到计算机。
手动操作虚拟数控铣床
回参考点
*置模式旋钮在“HOME”位置
*选择各轴,按住按钮,即回参考点.
移动
手动移动机床的方法有三种:
方法一: 连续移动。这种方法用于较长距离的台面移动。
(1) 置模式旋钮在“JOG”位置:
(2) 选择各轴,按方向钮,按住按钮机床台面运动,松开后停止运动。
(3) 用旋钮调节移动速度。
方法二: 点动(JOG),这种方法用于微量调整,如用在对基准操作中。
(1) 置模式旋钮在“JOG INC”位置:
(2) 选择各轴,按按钮,每按一次,台面移动一步。
(3) 用单步进给量控制旋钮调节每一步移动距离。
方法三: 操纵“手脉”(MPG),这种方法用于微量调整。在实际生产中,使用手脉可以让操作者容易调整自己的工作位置。
(1) 置模式旋钮在“MPG”位置:
(2) 把光标置于“手轮”之上,按住鼠标旋转,松开鼠标键停止机床移动。
(3) 用单步进给量控制旋钮调节手轮每转过一格的移动距离。
开、关主轴
置模式旋钮在“JOG”, "JOG INC"或“MPG”位置。
按 按钮开、关机床主轴
按钮开、关机床主轴
启动程序加工零件
置模式旋钮在“AUTO”位置
选择一个数控程序
按数控程序运行控制开关中的按钮
试运行程序
试运行程序时,机床和刀具不切削零件,仅运行程序.
置在机床锁“ON”位置
选择一个数控程序
按数控程序运行控制开关中的按钮。
单步运行
置单步开关于“ON”位置
数控程序运行过程中,每按一次执行一条指令。
选择一个数控程序
有二种方法进行选择
方法一:按编号搜索
选择默模式放在EDIT
按PRGRM键入字母“O”
按键入数子“7”
键入搜索的号码:“O7”
按CURSOR 开始搜索;找到后,“O7”显示在屏幕右上角程序编号位置,NC程序显示在屏幕上。
方法二: 选择模式AUTO位置
按 键入字母“O”
键入字母“O”
按键入字母“7”,键入搜索的号码:“O7”
按INPUT开始搜索, “O7”显示在屏幕右上角,NC程序显示在屏幕上。
删除一个数控程序
选择模式在EDIT
按PRGAM键入字母“O”
按键入字母“7”
键入要删除的程序的号码:“O7”
按DELET, “O7”NC程序被删除。
删除全部数控程序
选择模式在EDIT
按PRGRM
按键入字母“O”
键入“9999”
按DELET全部数控程序被删除
搜索一个指定的代码
一个指定的代码可以是:一个字母或一个完整的代码。例如:“N0010”,“M”,“F”,“G03”等等。搜索在当前数控程序内进行。操作步骤如下:
在AUTO或EDIT
按PRGRM
选择一个NC程序
输入需要搜索的字母或代码
按 CURSOR 开始在当前数控程序中搜索。
编辑NC程序(删除、插入、替换操作)
模式置于EDIT
选择PRGRM
输入被编辑的NC程序名如“07”,按INSRT即可编辑。
移动光标
方法一:按 PAGE或翻页,按 CURSOR移动光标。
方法二:用搜索一个指定的代码的方法移动光标。
输入数据:用光标点击数字/字母键,数据被输入到输入域。 CAN键用于删除输入域内的数据。
删除、插入、替代
按DELET键,删除光标所在的代码
按INSRT键,把输入域的内容插入到光标所在代码后面。
按ALTER键,把输入域的内容替代光标所在的代码。
通过控制箱操作面板手工输入NC程序
置模式开关在EDIT
按PRGRM键,进入程序页面。
按键入“O7” 程序编名
键入程序名,但不可以与已有程序名的重复。
按INSRT键,开始程序输入。
输入程序,每次可以输入一个代码;方法见编辑NC程序中的输入数据操作和删除、插入、替换操作。
用回车换行键结束一行的输入后换行。再继续输入。
从计算机输入一个数控程序
置模式于DNC位置
在用232电缆线连接PC机 和数控机床 ,选择数控程序文件传输。
按键切换到PROGRAM 页面
输入程序编号“Oxxxx”
按INPUT键,读入数控程序。
输入零件原点参数
置开关在EDIT或AUTO
按MENNU键进入参数设定页面,按“工件”
用PAGE和键在No1~No3坐标系页面和No4~No6坐标系页面之间切换,No1~No6分别对应G54~G59。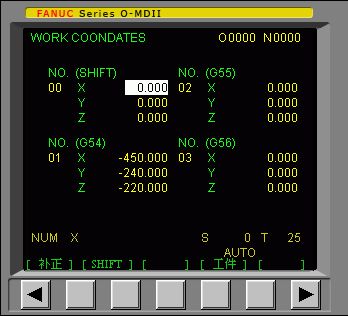
用CURSOR和选择坐标系。
输入地址字(X/Y/Z)和数值到输入域。方法参考“输入数据”操作
按INPUT键,把输入域中间的内容输入到所指定的位置。
输入刀具补偿参数
置模式开关在EDIT或AUTO
按MENU OFSET键进入参数设定页面,按“补正”
用PAGE和键选择长度补偿,半径补偿 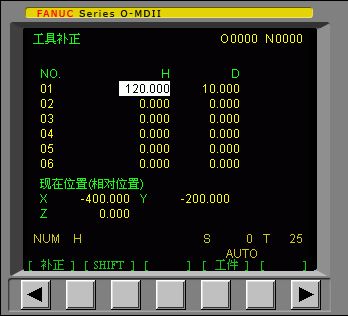
用CURSOR和键选择补偿参数编号
输入补偿值到长度补偿H或半经补偿D
位置显示
按POS键切换到位置显示页面。
位置显示有三种方式,用PAGE和键或按键切换。
零件坐标系(绝对坐标系)位置:显示刀位点在当前零件坐标系中的位置。
相对坐标系位置:显示操作者预先设定为零的相对位置。
综合显示:同时显示当时刀位点在以下坐标系中的位置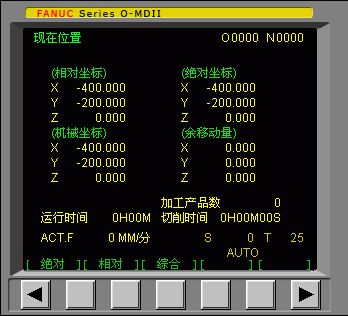
零件坐标系中的位置(ABSOLUTE)
相对坐标系中的位置(RELATIVE)
机床坐标系中的位置(MACHINE)
当前运动指令的剩余移动量(DISTANCE TO GO)
标签: 数控CNC





