\
前言
后置处理在数控加工中一直扮演着重要的角色。其定义是相对前置处理来说的。
在数控编程中,一般将定义零件模型到生成刀具轨迹的过程称为前置处理。
对于不同的工件和不同的加工工艺,前置处理是通用的。
但是前置处理不考虑机床的机械结构形式和不同数控系统指令格式之间的差别。
要想在特定的数控机床上进行加工,还需要将前置处理得到的刀位文件转换成指定数控机床能执行的数控加工程序,这一过程一般称为后置处理。
对于三坐标数控机床来说后置处理更多的关注如何生成对应数控系统的指令代码。而对五坐标数控机床,在兼顾指令代码格式的情况下,更重要的是进行运动坐标的变换。本文研究的内容主要针对五坐标数控机床的后置处理。
本文是对五坐标后置处理中的跨象限问题进行研究。所谓跨象限问题是指五坐标加工中刀轴矢量在不同象限之间来回跨越,导致五坐标机床旋转轴不断的大范围变化。从而对工件的加工过程产生潜在的威胁( 本文将在节 1对这一现 象进行详细的介绍 )。针对这一现象。本文提出利用软 RTCP功能解决跨象限问题,从而为五坐标数控机床的后置处理打下了坚实的基础。
1:后置处理中的跨象限问题;
为了介绍 RTCP功能在后置处理中的应用, 首先 要介绍五坐标后置处理中的跨象限问题。
由于五坐标数控机床的机械结构形式多种多样, 为了叙述方便, 本文以旋转轴为 B、C 轴的数控机床为 研究对象, 并且旋转轴是附加在工件上的。对于其它 形式的数控机床, 其原理与本文列举的机床类似。
转台转动的 B、C 轴形式的五坐标 数控机床后置处理的原理图如图 1所示。
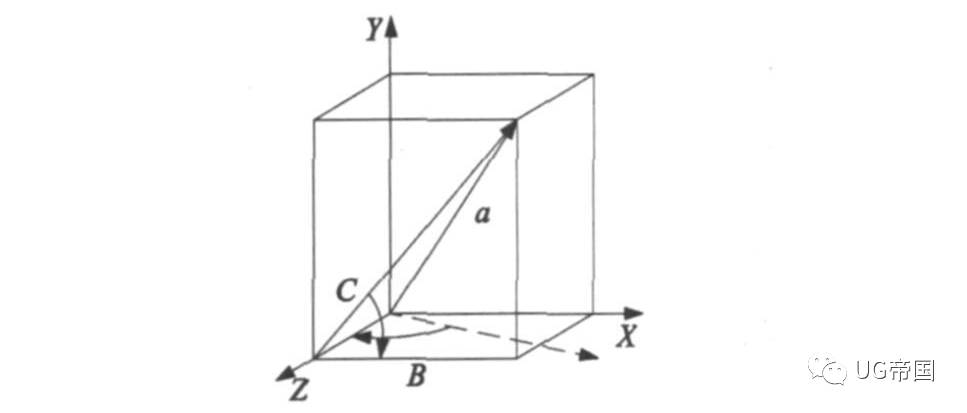 图 1 BC旋转轴后置处理原理图
图 1 BC旋转轴后置处理原理图
图 1 中向量 a 代表五坐标加工中的刀轴矢量, 后置处理的原理是设法将向量 a 绕坐标轴旋转到与 Z 轴重合的位置, 从而得到旋转角度 B、C, 在利用绕 指定旋转轴的坐标变换公式, 从而最终推导出后置 处理公式。
对于 B、C 旋转轴的数控机床来说, 要想将向量 a 旋转到与 Z 轴重合, 首先应将向量 a绕 Z 轴旋转 C 角, 再绕 Y 轴旋转 B 角。观察图 1, B 角的计算公式为:

式中, i、j和 k 代表刀轴矢量在 X、Y 和 Z 轴方向上的 分量。C 角的计算公式为:
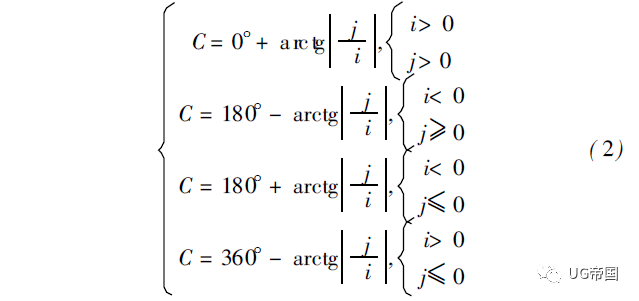
又令绕 Z 轴的旋转 C 的坐标变换公式为:

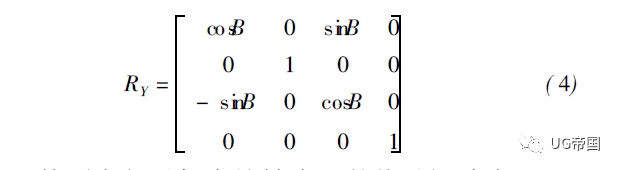
绕 Y轴旋转 B 角的坐标变换公式为:
工件原点相对机床旋转中心的偏移矩阵为:
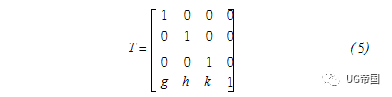
式中, g、h 和k 分别代表X、Y和Z 轴方向的偏移值。利用式( 1)、( 2)、( 3)、( 4)和( 5), 可以得到BC 旋转轴的五坐标数控机床后置处理公式为:
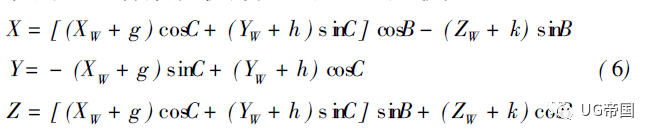
式中, XW、YW 和 ZW 分别代表工件坐标系下刀尖点的X、Y 和 Z 坐标值。
虽然式 ( 6)得到了后置处理的计算公式, 可是在 实际的工程应用中单纯应用这个公式, 并不能完全的解决所有问题。
作者:陈明方1, 梁全 2, 侯伯民1
为了说明跨象限问题的坐标象限原理图。图 中 X、Y 这 Z 轴正方向命名 为 / 一象 限 0, X 负方向、Y 和 Z 的正方向名为 / 二象限 0, 依此类推, 把欧几里德空间分成了八个象限。
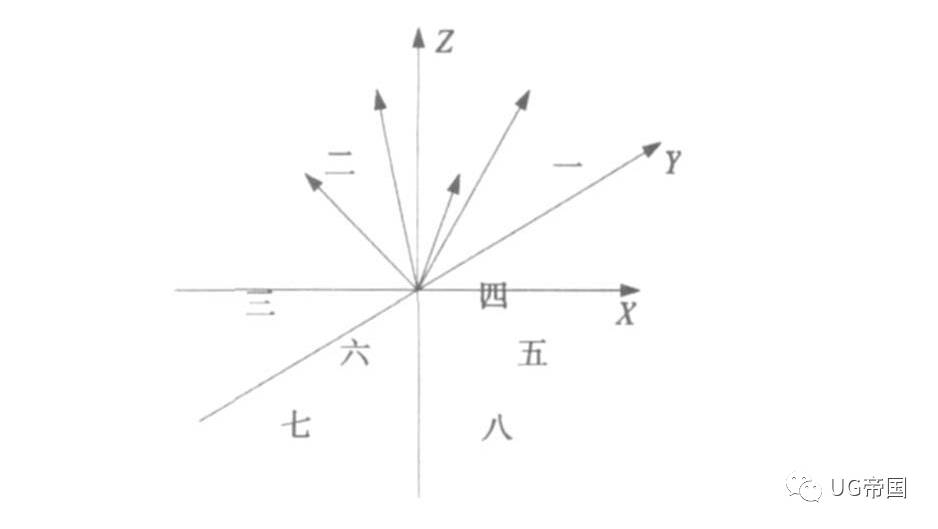
观察图 5 并且参考公式 ( 2)。当刀轴矢量位于 第四象限时, C 转角的计算公式为:

当刀轴矢量位于第一象限时, C 转角的计算公式为:

假设刀具轨迹中刀轴矢量方向在两个相邻时刻从第四象限运动到第一象限, 此时, 令:

从第四象限运动到第一象限 S 并不会发生明显 的变化, 可是公式 ( 7)和 ( 8)的计算结果却相差非常 大 (一个是 0b+ S, 一个是 360b- S ), 这就造成在刀 轴矢量跨象限运动的过程中, 发生 C 转角的大范围跳动, 在实际加工中会造成过切和碰撞现象, 这就是 跨象限问题。
RTCP功能
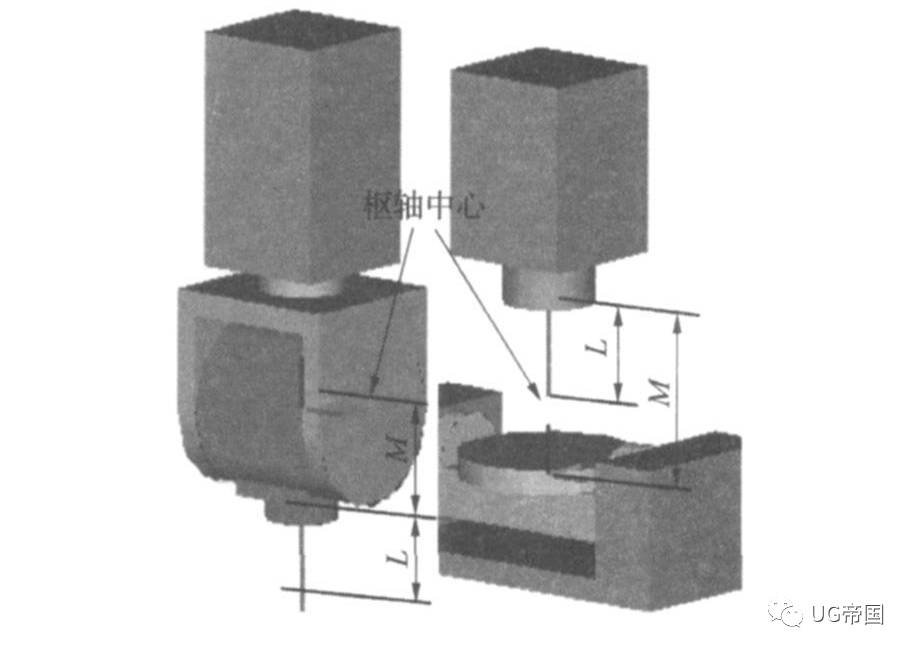
无论何种结构形式 的五轴机床, 都有一个共同的特点, 就是刀具中心和 旋转主轴头的中心都有一个距离 ( 参考图 6) , 这个距离称为枢轴中心距 ( p iv- o t) , 由于这个距离的存在, 使得五轴数控系统零件程 序的编制存在其特殊性, 那就是如果对刀具中心编 程的话, 转动坐标的运动将导致平动坐标的变化, 产 生了一个位移。通常消除这个位移有两种办 法, 一 种是 RTCP功能; 另一种就是在后置处理中添加这个 枢轴中心距 ( 这正是本文要讨论的软 RTCP功能 )。 如图 1所示是 RTCP 和 RPCP功能 的原理图。左边 是双摆头结构机床的主轴头, 右边是双转台形式的 机床原理图。图中的 M 代表主轴端到旋转中心的距 离, L 代表刀具的长度。
按照 F ID IA 数控系统手册介绍, RTCP是五轴机 床刀具 旋转 中心 编程 ( Ro tation Around Too l C enter Po int)的简称 。该数控系统可 以在非 RTCP 模式 和 RTCP模式下进行编程。在非 RTCP模式下编程,要求机床的转轴中心长度正好等于书写程序时所考虑的数值, 任何修改都要求重新书写程序。而如果 启用 RTCP功能后, 控制系统会自动计算并保持刀具 中心始终在编程的 X YZ 位置上, 转动坐标的每一个运动都会被 X YZ 坐标的一个直线位移所补偿。了解了数控系统的 RTCP功能, 其实也就了解了 软 RTCP功能。其两者的本质都是一样的, 就是在工 件发生转动时, 用算法来补偿平动轴的位移。
如节 1所示, 在进行后置处理时, 当跨象限问题发生时, 本质上 是转角 C 发生了大 范围的变化, 此时, 可以应用 RTCP原理, 在转角发生大范围变化时 (也就是跨象限问题发生时 ) , 人为的在两个相邻的 C 转角之间插入若干个线性变化的中间转角, 由此带
来的线性位移的变化利用 RTCP 功能进行补偿。这 样, 就解决了 C 转角大范围变化问题, 同时也能够完 成加工, 这就是软 RTCP功能。具体软 RTCP算法的 计算公式实际上正是公式 ( 6) , 只是式中的转角不在 依据式 ( 1)和公式 ( 2) , 而是在相邻 C 转角之间插入 的那些线性变化的转角。
加工轨迹插补是提高实际加工轨迹精确性的有效方法。其核心思想是提高加工轨迹所形成的曲线 中各采样点的密度, 并合理安排各采样点的位置坐 标。通过对轨迹线的分析, 计算出合理的采样点位 置和密度, 并 计算在加工过程中各驱动电机的驱动 速度和一个插补周期内刀具前进的尺寸。加工轨迹 插补算法设计的优劣直接关系到加工工件表面的光 滑程度和实际曲面和设计曲面之间的吻合度。而且 插补的速度也决定了驱动电机的前进速度和工件的 加工速度, 在加工过程中, 插补计算必须保持最高的 实时性。
作者:陈明方1, 梁全 2, 侯伯民