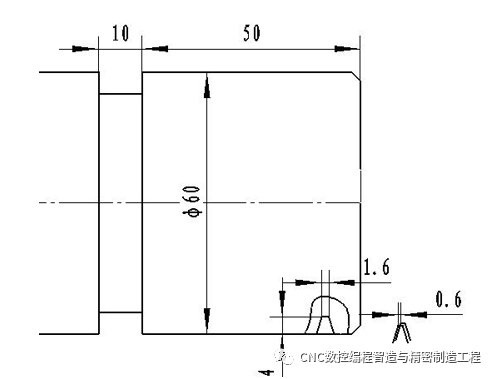
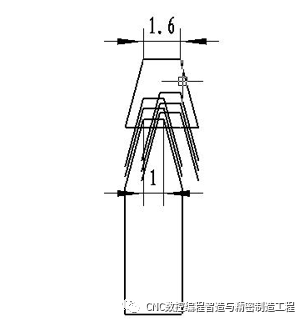
数控车加工梯形螺纹,用宏程序左右车削编程加工用成型刀加工,刀宽1mm,螺纹槽槽底宽度1.6mm,螺距为6mm,尺寸如图所示:
数控车加工梯形螺纹,用宏程序左右车削编程加工
用成型刀加工,刀宽1mm,螺纹槽槽底宽度1.6mm,螺距为6mm,尺寸如图所示:
图片1
图片2
每次切深0.2mm,左右交替切削,编程如下:
T1D1
M3S800
G0X62Z10
R1=0.6 左右交替切削的距离
R2=0.2 每次切深0.2mm
R4=10 Z轴初始值
KK: R3=60-2*R2 每次走刀的加工直径
R4=R4+R1 每次走刀的起点Z坐标
G0X=R3 Z=R4 定位的起刀点
G33 Z-55K6 完成本次切削
G0X62 退刀
Z10 移至工件外
R1=-1*R1 使R1值变号,以此实现左右交替
R2=R2+0.2 切深递进
IF R2<=4GOTOBKK 判断是否到达切深
G0X52 Z=R4+R1 因为切到槽底时只有一侧先到达,另一侧也需加工
G33 Z-55K6 完成另一侧槽底加工
G0X100
Z100
M5
M30
版权声明:如果本文对你有帮助,欢迎点击上面赞赏我们。除非特别标注,否则均为本站原创文章,转载时请以链接形式注明文章出处。