非圆曲线编程是手工编程中的难点,本文以椭圆加工为例,介绍了循环功能(WHILE语句)在椭圆宏程序编程中的应用。
椭圆是数控车加工中相对较难却又比较典型的非圆曲线,目前数控系统还没有提供完善的非圆曲线插补功能,因此在实际操作中椭圆的编程多采用变量来 完成。虽然随着计算机辅助编程的进一步普及,手工编写宏程序越来越少,但作为初学者,根据不同情况,掌握各种非圆曲线,特别是椭圆曲线的编程仍然是必要 的。
一、循环功能WHILE语句
椭圆宏程序编制中重要的循环功能语句是WHILE语句,其格式如下:
WHILE[条件表达式] DO m(m=1,2,3) ;
END m ;
说明:如果指定的条件表达式满足时,则执行DO到END之 间的程序。否则,转道END后面的程序段。DO后面的标号和END 后面的标号是指程序执行范围的标号,标号值为1,2,3。
二、椭圆标准方程与参数方程
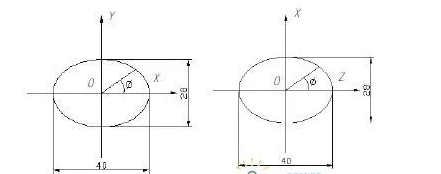
编制椭圆宏程序要熟悉椭圆标准方程和参数方程,它们均表达出了椭圆上点的坐标及两坐标之间的关系。例如:图1中,椭圆的标准方程为 (20mm为长半轴的长,14mm为短半轴的长,椭圆的中心即为坐标系的原点),参数方程为X=20cosФ,Y=14sinФ(Ф为角度参数)。
(20mm为长半轴的长,14mm为短半轴的长,椭圆的中心即为坐标系的原点),参数方程为X=20cosФ,Y=14sinФ(Ф为角度参数)。
宏程序编制中,编程坐标系是Z 、X 轴,所以在应用椭圆标准方程或参数方程时,要从X、Y轴相应转换为编程坐标系中的Z 、X轴。如上例椭圆在X、Z坐标系中的标准方程则为: (图2),参数方程相应转换为X=14sinФ,Z=20cosФ。
(图2),参数方程相应转换为X=14sinФ,Z=20cosФ。
变量编程时,注意椭圆上点的坐标在椭圆坐标系和在编程坐标系中的不同表达,两者之间的联系在于椭圆原点在编程坐标系中的值。椭圆坐标系原点在椭圆圆心,编程坐标系及原点是由编程者设定,下文编程坐标系原点均选在工件右端面与中心轴线的交点处。
三、以Ф参数(角度)为初始变量
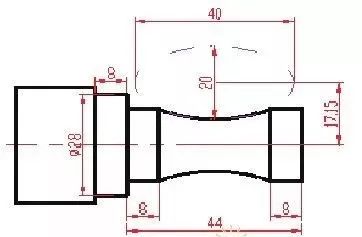
如图3,毛坯为Ф30mm×70mm的棒料,45号钢。编程原点设在右端面与中心轴线的交点上,椭圆原点在编程坐标系(0,-20)处。
分析:三爪卡盘夹住左端,伸出55mm,手动车右端面,选择1号30º外圆车刀加工外轮廓。切削用量的选择:粗加工主轴转速为600r/min,进给量为0.25mm/r,精加工主轴转速为800r/min,进给量为0.1mm。在椭圆坐标系中,其标准方程为: ;参数方程为:X=14sinФ,Z=20cosФ。从零件图上可以看出,椭圆轮廓的起点角度为0º ,终点角度为144º(180º-36º=144º),所以适合采用以Ф参数(角度)为初始变量,应用参数方程来表达椭圆上点的坐标。编制程序如下。
;参数方程为:X=14sinФ,Z=20cosФ。从零件图上可以看出,椭圆轮廓的起点角度为0º ,终点角度为144º(180º-36º=144º),所以适合采用以Ф参数(角度)为初始变量,应用参数方程来表达椭圆上点的坐标。编制程序如下。
O1234;
T0101 M03 S600;
GOO X34 Z2.0;
G73 U14 W0 R7;
G73 P10 Q20 U1 W0.05 F0.25;
N10 G00 X0.;
G42 G01 Z0. F0.1;
#1=0;(角度初始值)
WHILE [#1 LE 144] DO1;
#2=14*SIN[#1];
#3=20*COS[#1];
G01 X[2*#2] Z[#3-20]F0.1;
#1=#1+0.5;
END 1;
G01 Z-40; X28;
W-10;
N20 G40 X33;
M03 S800;
G70 P10 Q20;
G00 X150 Z150;
M5;
M30;
上例中,#1(角度)为初始变量,椭圆上点的X 、Z(#2 、#3)坐标是因变量,它们之间的关系由参数方程X=14sinФ,Z=20cosФ体现,即#2=14*SIN[#1],#3=20*COS[#1], 在编程坐标系中,点的坐标就表达成X[2*#2]Z[#3-20]。
四、以Z坐标为初始变量
如图4,毛坯为Ф30mm×50mm的棒料,45号钢。编程原点设在右端面与中心轴线的交点上,椭圆原点在编程坐标系(0,-15)处。
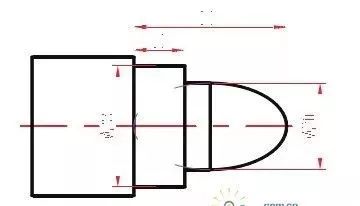
分析:工艺分析参见上例。零件上椭圆曲线只有右边一半,长半轴长15mm(Z轴),短半轴长10mm(X轴),其椭圆标准方程为: ,参数方程为X=10sinФ,Z=15cosФ,椭圆曲线的起点Z坐标为15,终点坐标为0,设Z坐标为变量#1,根据椭圆标准方程,有
,参数方程为X=10sinФ,Z=15cosФ,椭圆曲线的起点Z坐标为15,终点坐标为0,设Z坐标为变量#1,根据椭圆标准方程,有 (设为#2)。
(设为#2)。
编制程序如下:
O1235;
G 40 T0101 M03 S600; GOO X34 Z2.0;
G73 U14 W0 R7;
G73 P10 Q20 U1 W0.05 F0.25; N10 G00 X0.;
G42 G01 Z0. F0.1;
#1=15;(Z初始值) WHILE [#1 GE 0] DO1;
#2=10*SQRT[15*15-#1*#1]/15; G01 X[2*#2] Z[#1-15] F0.1;
#1=#1-0.1; END 1;
G01 W-5; X28;
Z-30;
N20 G40 X33; M03 S800; G70 P10 Q20;
G00 X150 Z150; M30;
本例也可以用Ф(角度)为初始变量,应用椭圆参数方程进行编程,其中Ф的变化范围是0º~90º。读者可参考上例编写。
五、椭圆原点不在零件轴线上
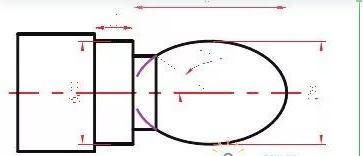
如图5,毛坯为Ф30mm×80mm的棒料,45号钢。编程原点设在右端面与中心轴线的交点上,椭圆原点在编程坐标系(14.15,-22)处,椭圆轮廓位于零件中间。
分析:椭圆标准方程为: ,长半轴长20mm(Z轴),短半轴长10(X轴)。与前2例不同,本例中椭圆轮廓的起点不在零件右端面编程坐标系原点处,而位于零件中间部位,需计算椭圆起点坐标:从图中可得Z=14,即(
,长半轴长20mm(Z轴),短半轴长10(X轴)。与前2例不同,本例中椭圆轮廓的起点不在零件右端面编程坐标系原点处,而位于零件中间部位,需计算椭圆起点坐标:从图中可得Z=14,即( ),X =10(由椭圆标准方程
),X =10(由椭圆标准方程 得到)。终点坐标:
得到)。终点坐标: ,Z值变化范围是(14~-14)。
,Z值变化范围是(14~-14)。
所以选择Z坐标为初始变量,应用标准方程表达椭圆上点的坐标。为避免重复,下面只给出椭圆轮廓的程序段。
椭圆起点坐标Z=14,设X值为#1,#1=10*SQRT[20*20-14*14]/20;转换到编程坐标中,起点坐标X=2*[17.5-#1],设#2=2*[17.5-#1],则椭圆的起点坐标为:(#2,-8)。
编制程序如下:
G00 X34 Z2.0;
#1=10*SQRT[20*20-14*14]/20;
#2=2*[17.5-#1]; G00 X[#2];
G01 Z-8 F0.1;
#3=14;(Z初始值)
WHILE [#3 GE -14] DO1;
#4=10*SQRT[20*20-#3*#3]/20
G01 X[2*[17.15-#4]] Z[#3-22] F0.1;
#3=#3-0.1; END 1;
G01 W-8;
上例引入了4个变量,变量#1和#2的引入是为了表达曲线起点的坐标值,变量#3和#4表达的是椭圆曲线上点的Z、X值。
六、小结
上面几个实例中,有以角度为初始变量的椭圆宏程序编程;有以Z(X)坐标为初始变量的椭圆宏程序编程;有的椭圆曲线轮廓位于零件的最右(左) 端;有的曲线位于零件中间部位。但不管是什么情况,椭圆宏程序编程都要有以下几个的要点。①根据零件图中椭圆轮廓的形状和位置,选取合适的初始变量,角度 或Z(X)坐标。②正确表达椭圆曲线上点的坐标。根据零件图上的尺寸标注,选择标准方程或参数方程表达椭圆上点的坐标。③找出(有时需计算出)椭圆原点在 编程坐标系中的坐标,正确表达椭圆上的点在编程坐标系中的坐标。
椭圆宏程序的编制也可以用IF条件语句,复杂的零件图中,还可以考虑子程序编制。
标签: 数控宏程序





