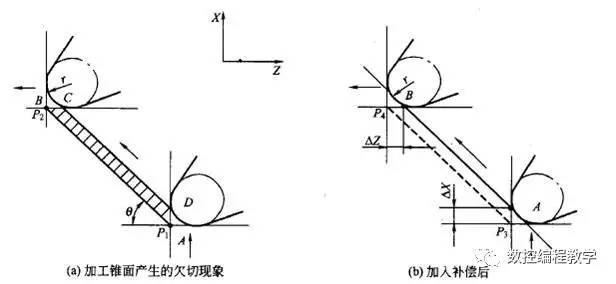
在数控切削加工中,为了提高刀尖的强度,降低加工表面粗糙度,刀尖处成圆弧过渡刃.在车削内孔、外圆或端面时, 刀尖圆弧不影响其尺寸、形状;在切削锥面或圆弧时,就会造成过切或少切现象.如图1所示:
在实际加工中,一般数控装置都有刀具半径补偿功能,为编制程序提供了方便。有刀具半径补偿功能的数控系统,编程时不需要计算刀具中心的运动轨迹,只按零件轮廓编程。使用刀具半径补偿指令,并在控制面板上手工输入刀具半径,数控装置便能自动地计算出刀具中心轨迹,并按刀具中心轨迹运动。即执行刀具半径补偿后,刀具自动偏离工件轮廓一个刀具半径值,从而加工出所要求的工件轮廓。
G41为刀具半径左补偿,即刀具沿工件左侧运动方向时的半径补偿;G42 为刀具半径右补偿,即刀具沿工件右侧运动时的半径补偿;G40 为刀具半径补偿取消,使用该指令后,G41、G42 指令无效。G40 必须和G41或G42 成对使用。,如图2所示
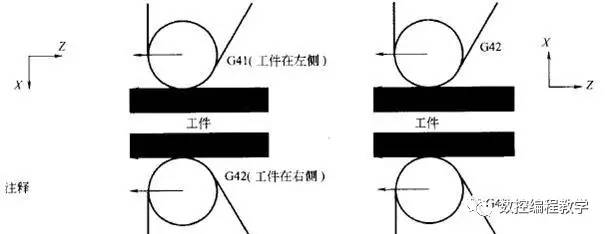
前置刀架方向选择 后置刀架方向选择
编程时应注意:G41、G42 不能重复使用,即在程序中前面有了G41或G42指令之后,不能再直接使用G41或G42指令。若想使用,则必须先用G40指令解除原补偿状态后,再使用G41或G42,否则补偿就不正常了。
“刀尖半径偏置” 应当用 G00 或者 G01功能来下达命令或取消。不论这个命令是不是带圆弧插补, 刀不会正确移动,导致它逐渐偏离所执行的路径。因此,刀尖半径偏置的命令应当在切削进程启动之前完成; 并且能够防止从工件外部起刀带来的过切现象。反之,要在切削进程之后用移动命令来执行偏置的取消。
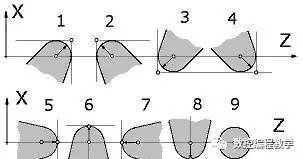
刀尖方位的确定
具备刀具半径补偿功能的数控系统,除利用刀具半径补偿指令外,还应根据刀具在切削时所摆的位置,选择假想刀尖的方位。按假想刀尖的方位,确定补偿量。假想刀尖的方位有 8种位置可以选择(见图3)。箭头表示刀尖方向,如果按刀尖圆弧中心编程,则选用0 或9。
后置刀架刀尖方位
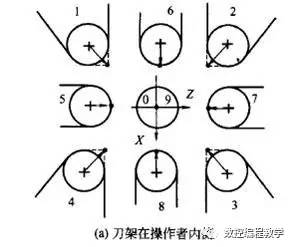
前置刀架刀尖方位
刀尖圆弧半径的选择:选择刀尖圆弧半径的大小,选择刀尖圆弧半径的大小时,注意有以下几点:
(1)刀尖圆弧半径不宜大于零件凹形轮廓的最小半径,以免发生加工干涉;该半径又不宜选择太小,否则会因其刀头强度太弱或刀体散热能力差,使车刀容易损坏。
(2)刀尖圆弧半径应与最大进给量相适应,刀尖圆弧半径宜大于等于最大进给量的1.25倍,否则将恶化切削条件,甚至出现螺纹状表面和打刀等问题;另一方面,又要顾虑刀尖圆弧半径太大容易导致刀具切削时发生颤振,一般说来,刀尖圆弧半径在0.8㎜以下时不容易导致加工颤振;
(3)刀尖圆弧半径与进给量在几何学上与加工表面的残留高度有关,从而影响到加工表面的粗糙度。小进给量、大的刀尖圆弧半径,可减小残留高度,得到小的粗糙度值。
(4)在CNC编程加工时,若考虑经测量认定的刀具圆弧半径,并进行刀尖半径补偿,该刀具圆弧相当于在加工轮廓上滚动切削,刀具圆弧制造精度和刀尖半径测量精度应当与轮廓的形状精度相适.
以上是对刀尖半径补偿概念及方位选择的一个简单概述,而在数控车床上进行加工时,首先要考虑刀偏的方向及方位,其次考虑刀尖R的大小在加工中是否干涩,然后考虑对刀时刀补值应该如何输入等。
经过试验,当工件用刀尖3号方位进行加工时,刀补值不用作任何变化,A、B两点分别为X、Z值. 当工件用刀尖8号方位进行加工时, 刀补值Z值需向前偏移一个刀尖半径r刀,而X值不变.
例一:
T0101 外元刀 刀尖圆弧R0.4 刀尖方位3 刀补值不变
T0202 R刀 刀尖圆弧R3 刀尖方位8 刀补值Z值+R
程序:
O0001:
G99 S1000 M03 T0202
T0101 M08 G00 X55 Z5
G00 X42 Z5 G42 G01 Z-15 F1
G01 Z0 F1 X39 F0.1
X-0.8 F0.1 G02 X39 Z-27 R6 F0.1
G00 X45 Z5 G01 X50 F0.5
G42 G00 X33 G40 G00 Z150 M09
G01 Z0 F0.2 M05
G03 X39 Z-3 R3 F0.08 T0100
G01 Z-40 F0.15 M30
X46 A135 程序结束
G40 G01 X50 F1
G00 Z150
X100
程序结束
结束语以上通过车刀刀尖半径对加工工件的影响及刀具偏置方向和方位的分析可知,要保证零件加工精度,在数控加工尤其精加工一定要进行车刀刀尖半径补偿。由于目前数控系统的功能参差不齐,针对不同类型数控系统,在实际应用中采取方法也不同,有些在编程时就要考虑半径补偿,有些可在机床中进行半径补偿。
很多人在数控车编程加工产品零件时都没有用到刀尖圆弧半径补偿,对于一些要求不高般零件可以不用,但是对于要求高的角度、圆弧等就必须要用到补偿,所以在这里写个自己实际运用中理解和运用的方法,简单的说不同的刀具相对应的刀尖位置不同,外圆(3)、镗孔(2)、反镗刀(1)、背车(4)、其他如切槽,螺纹,钻头……都可以给(0),这样就很方便的记住不会混乱!(前置后置刀架一样)剩下就是怎么去判断41/42该用那个,其实也简单用两句话可以概括,是以后置刀架为标准的,G42(延刀具运动轨迹方向看,刀具在工件的右边,用G42),G41(延刀具运动轨迹方向看,刀具在工件的左边,时用G41)!剩下的就是刀尖圆角半径了,这个一般机夹刀刀片都是有规格的,有0.2,0.4,0.8,1.6等,只要按照实际情况输入就可以了!纯属自己的见解 ,大神勿喷……希望可以有帮助