数控圈表示
G72 指令异同
一、共同点 G72 指令为端面粗车复合循环指令 。
在2 种系统上的共同点有4 个:
执行时切削方向平行于X轴;
对工件轮廓的要求是在X和Z方向的坐标值必须单调;
执行过程中刀尖半径补偿功能无效;
精加工程序中, ns 程序段到nf 程序段中, 不能包含子程 序。
二、不同点2种系统G72指令在编程格式、走刀路线、程序执行过程、编程要求等方面存在不同,具体如下。
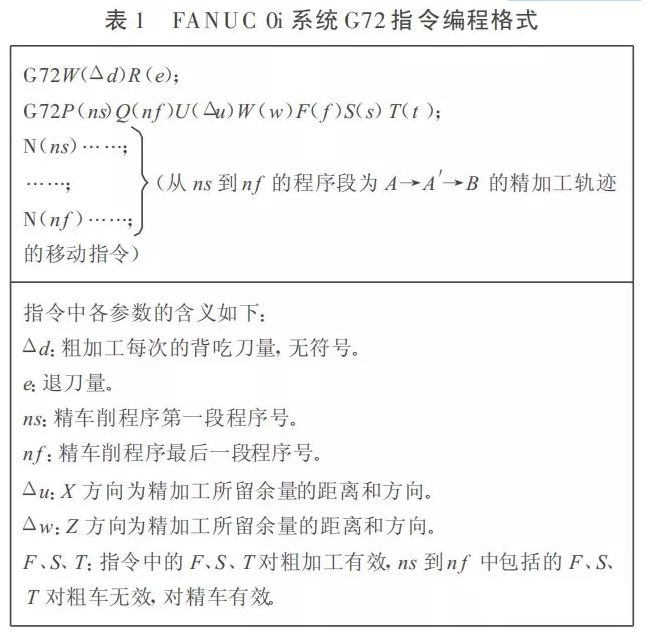
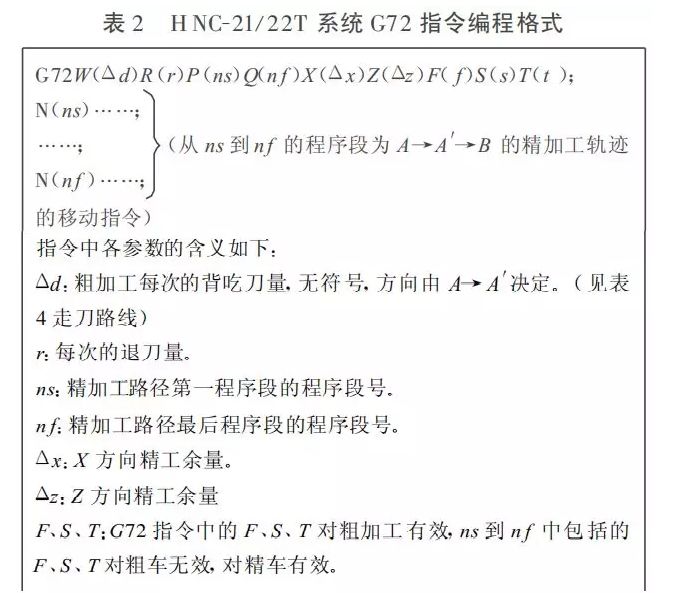
1、编程格式不同
FANUC 0i系统如表1所示;华中HNC-21/ 22T 系统如表2所示 。
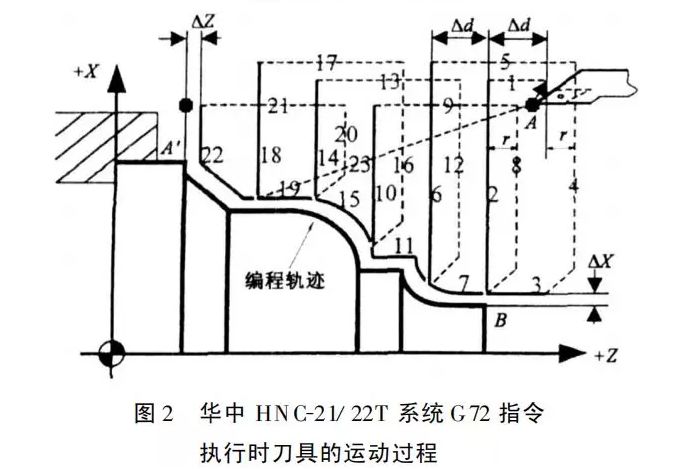
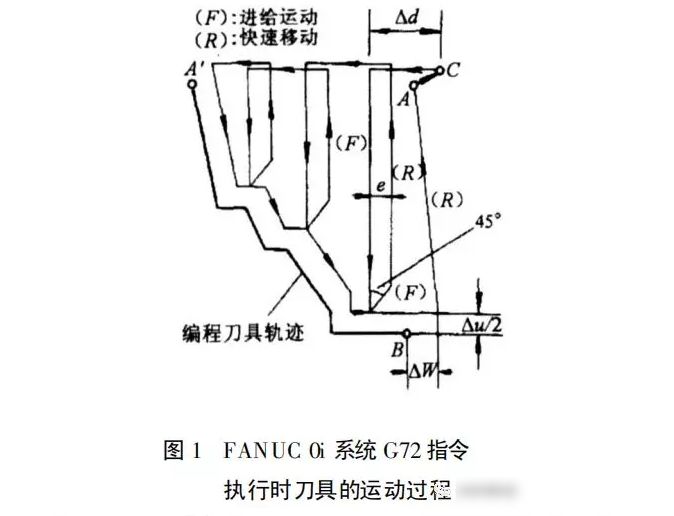
2、走刀路线的不同
两种系统的G72指令执行时刀具走刀路线不相同。图 1 和图2显示了2种系统下G72指令执行时的刀具轨迹, 由图1看出, FANUC 0i系统的G72指令执行 时, 先沿Z向切入, 然后平行X 向切削到与预留有精加工余量的轮廓轨迹后斜向退刀, 刀具切削毛坯成台阶形。最后一次粗加工切削 ,刀具沿留有精加工余量的轮廓轨迹走刀切削1次;华中HNC-21/22T系统的G72指令执行时, 每次按照给定的切削深度先沿Z向切入,平行X向切削到与预留有精加工余量的轮廓轨迹后, 沿留有精加工余量的轮廓轨 迹切削一段后斜向退刀,如图2华中HNC-21/22T 系统的走刀路线中的 9—10 —11 —12 ;每次切削过程,刀具运动路线不一定相同 ,没有最后一次刀具沿留有精加工余量的轮廓轨迹进行运动切削的过程
3、程序执行过程不同
执行完G72指令后, 2 种系统返回程序中的位置不同。FANUC 0i系统执行完 G72指令后返回到精加工程序的最后一条程序段的下面继续执行程序 ,华中 HNC-21/22T系统执行完G72指令后, 返回到G72指令所在程序段的下面程序段。如果要换刀精加工, 2种系统换刀程序的位置不同。
4、编程要求不同
对于FANUC 0i系统的G72指令, 编程要求精加工程序的第1段ns应为 G00/G01 Z__ , 不应编有X向移动指令 ;对于华中HNC-21/22T 系统的G72指令,精加工程序的第1段ns只要求为G00/G01 , 至于运动坐标是X_或Z_或X_Z_都可以 ,这是作者在机床上实践的结果, 是与机床说明书不同的地方。
标签: 华中数控车床G代码详解