广数车床坐标系,广州数控车床GSK程序原点,机械原点 ,编程坐标是什么意思?
程序原点
在程序开发开始之前必须决定坐标系和程序的原点。
通常把程序原点确定为便于程序开发和加工的点。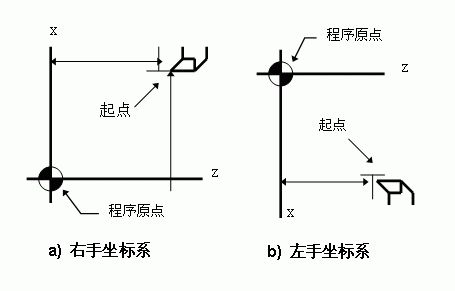
在多数情况下,把 Z 轴与 X 轴的交点设置为程序原点
机械原点
机械原点安装在车床上的固定位置,通常机械原点安装在X轴和Z轴的正方向的最大行程处。若你的车床上没有安装机械原点,请不要使用本系统提供的有关机械原点的功能 (如G28)。
编程坐标
本系统可用绝对坐标(X,Z字段),相对坐标(U,W字段),或混合坐标(X/Z,U/W字段,绝对和相对坐标同时使用)进行编程。相对坐标是相对于当前的坐标,对于X轴,还可使用直径编程或半径编程。
(1)绝对坐标值
“距坐标系原点的距离”即刀具要移到的坐标位置。
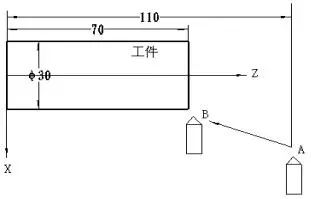
刀具从A点移动到B点,使用B点的坐标值,其指令如下:
X30.0 Z70.0;
(2)增量坐标值
指令从前一个位置到下一个位置的距离。
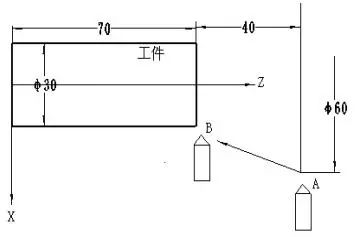
刀具从A点移动到B点,其指令如下:
U-30.0 W-40.0;
坐标的单位及范围
本系统的最小单位为0.001mm,编程的最大移动范围是±9999.999
X轴:最小设定单位0.001mm 最小移动单位0.0005mm(直径编程)
最小设定单位0.001mm 最小移动单位0.001mm(半径编程)
Z轴:最小设定单位0.001mm 最小移动单位0.001mm 。
初态,模态
初态是指运行加工程序之前的系统编程状态。模态是指相应字段的值一经设置,以后一直有效,直至某程序段又对该字段重新设置。模态的另一意义是设置之后,以后的程序段中若使用相同的功能,可以不必再输入该字段。
加工程序的开头
开始执行加工程序时,系统(刀尖的位置)应处于加工程序的起点位置(即加工原点,或机械零点)。刀具为程序要使用的第一把刀,并且刀偏为0(即无刀偏状态)。一般情况下,程序的第一把刀的刀具偏值应烛(0,0)即无刀偏。
加工程序的结束
程序的最后一段以M30来结束加工程序的运行。执行这结束程序功能之前必须使系统回到加工原点,取消刀具偏置。
标签: 广数车床编程和操作




