车螺纹
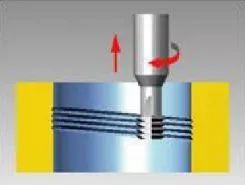
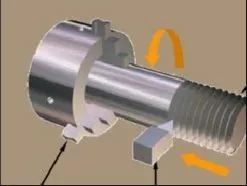
铣螺纹
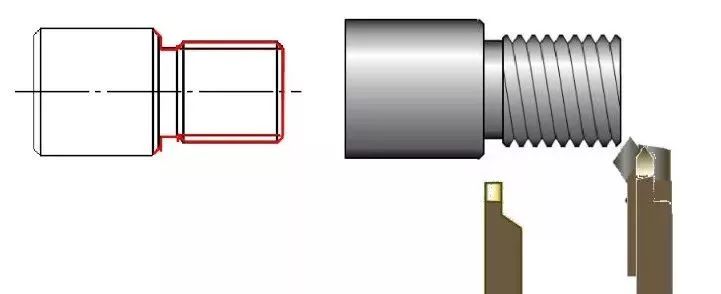
车端面一车螺纹大径(d<公称直径)一车退刀槽(<螺纹小径 )→倒角→车螺纹(多刀车削)
安装工件
选择合适的夹紧位置。
有足够的夹紧力。


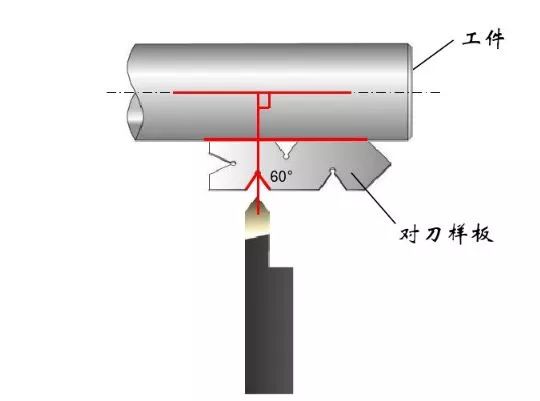
安装刀具
数控圈认为:安装要点:刀尖分角线垂直于工件轴线。
机床调整
针对螺纹车削
调整主轴转速
调整螺距


正反车车削法
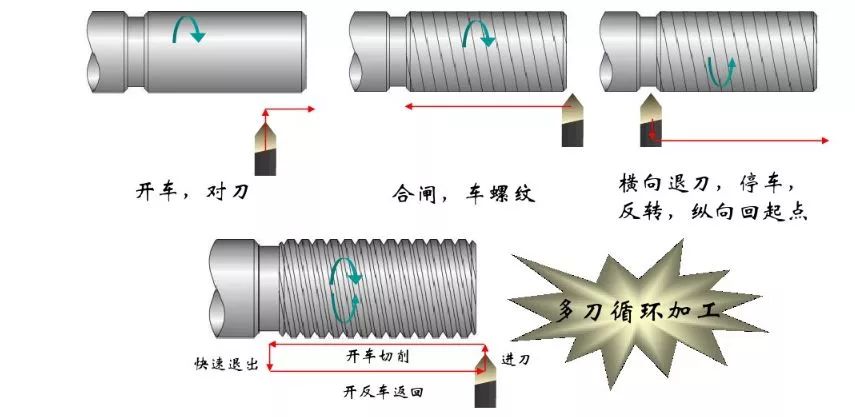
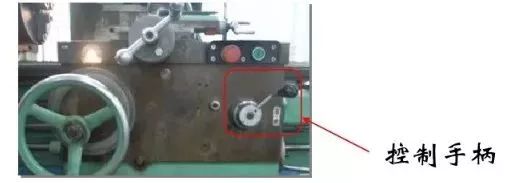
抬闸法
利用开合螺母的压下和抬起来车削螺纹。


1、避免“乱扣”
【如果后一刀未能准确的落在前一刀已车出的反车的方法螺纹槽中,造成工件报废。】
若丝杠螺距不是工件螺距的整数位,须用正反车的方法采取倒顺车进行车削.
工件与主轴之间的相对位置不能变动。
如果换刀或磨刀,则应重新对刀。
2、防止“扎刀”
【加工余量分配不合理,或一次车削的余合理分多,而使螺纹两侧面粗糙严重甚至崩刃。】
工件、刀具装夹
合理分配余量,选择合适的进刀方法
及时退刀。
| 正反车车削法 | 抬闸法 | ||
|---|---|---|---|
| 退刀方式 | 利用丝杆的反转纵向返回起点 | 手动纵向返回起点 | |
| 适用范围 | 适用于任何螺距的加工 | 只适用于丝杆螺距是工件螺距整数倍时 | |
| 加工方法 | 加工示意 | 加工特点 | 适用范围 |
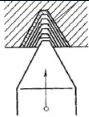
| 直进法 | | 垂直进刀,两刀刃同时车削 | 适用于小螺距螺纹的加工 |
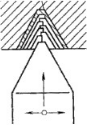
| 左右车削法 | | 垂直进刀+小刀架左右移动,只有一条刀刃切削 | 适用于所有螺距螺纹的加工 |
| 斜进法 | | 垂直进刀+小刀架向一个方向移动 | 适用于较大螺距螺纹的粗加工 |

版权声明:如果本文对你有帮助,欢迎点击上面赞赏我们。除非特别标注,否则均为本站原创文章,转载时请以链接形式注明文章出处。