摘要:本文介绍的精确控制复合斜面表面粗糙度的铣加工方法,能够在严格满足技术加工要求的情况下,实现对复合斜面工件表面粗糙度的高精度控制,同时提高了加工效率,降低了加工成本,便于操控。
机械加工过程中往往会遇上具有多角度、多曲面的复杂零件及组合件,如复合斜面工件、特型刀具等各类难加工工件。其中,如果工件的基准面是一个矩形面,它的斜面同时向基准面两个坐标方向发生倾斜,则此斜面称之为复合斜面,典型的复合斜面工件如星形件等。
1. 问题阐述
现有技术中, 对复合斜面的加工方式通常是利用两坐标轴联动的三坐标数控机床执行“两轴半”联动加工,并采用任意两轴联动插补,第三轴作单独的周期性进刀。然而,上述技术难于实现对复合斜面的表面粗糙度的一次加工到位,而且其精度受到较大的影响。其原因是:①考虑到复合斜面在空间的几何角度影响,复合斜面与水平面所形成的二面角不同,这样在切削步距保持不变的情况下,加工得到的表面粗糙度也会发生改变。②排除刀具磨损及走刀速度等因素,影响加工面表面粗糙度的关键为第三轴的单独周期性进刀,即切削步距的大小。当步距偏大时,加工面的表面粗糙度值会偏大,偏离技术要求,而通过减小步距再次试切则会导致加工总时间会明显变长;当步距偏小时,加工面表面粗糙度值也会偏小,虽然高于技术要求,但加工效率就会变低。如何高效、经济地实现对复合斜面的切削对现在机械加工行业有着重要意义。
2. 设计思路
针对现有技术的以上缺陷或改进需求,本文提供了一种高精度控制表面粗糙度的复合斜面铣削加工方法,其中通过结合复杂斜面自身的结构及其铣削加工特点,从多个加工参数中重点选择切削步距进行研究,并构建特定算法来准确确定其与表面粗糙度之间的互相影响,相应能够在严格满足技术加工要求的情况下,实现对复合斜面工件表面粗糙度的高精度控制。精确控制复合斜面表面粗糙度的铣加工方法包括:
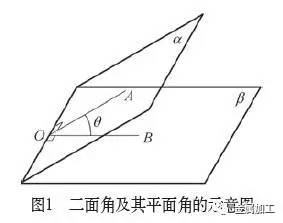
(1)为具备复合斜面的工件选择装有立铣刀的三轴联动数控机床作为加工设备,采用直线切削方式执行加工,并将切削方向设定如下(见图1):设被加工复合斜面与水平面形成有平面角为θ的二面角,该平面角θ由处于复合斜面上的射线OA与处于水平面上的射线OB共同组成,则该切削方向保持与所述射线OA相重合或平行。换而言之,即切削方向为所加工复合斜面与水平面组成的二面角的平面角的一边,并且此边处于复合斜面内。
(2)在整个铣削加工过程中,将切削步距与复合斜面的表面粗糙度之间始终按照以下公式执行控制:
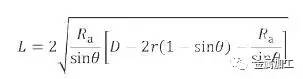
式中,L表示切削步距(mm);Ra表示复合斜面所要求达到的表面粗糙度值(μm);θ表示复合斜面与水平面所形成的二面角的平面角,且0<θ<π/2;D表示所述立铣刀的直径(mm);r表示所述立铣刀的刀尖圆角(见图2)。所述立铣刀刀尖圆角r与所述立铣刀直径D之间的关系优选设定为0<θ<π/2。
总体而言, 通过本文所构思的以上技术方案与现有技术相比,通过对其工艺加工条件进行专门设计,尤其是从多个加工参数中选择切削步距并对其与表面粗糙度之间的相互影响关系进行研究,测试表面能够在实际铣削过程中在加工质量和加工效率获得较好的平衡,同时显著改善现有技术中复合斜面表面粗糙度难于一次性加工到位和精度偏低的问题,因而尤其适用于各类具备复合斜面的难加工工件的铣削加工场合。
3. 具体实施方式
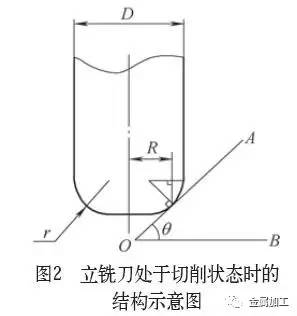
图3所示是按照本文所构建的复合斜面铣削加工方法的工艺流程图。如问题阐述部分所解释的,本工艺方法正是对于复合斜面之类的难加工工件铣削而言,影响其加工表面粗糙度的关键因素在于第三轴的单独周期性进刀, 即切削步距的大小。相应地,专门对此进行了研究并相应构建算法,来准确确定其与表面粗糙度之间的相互影响关系。
下面将进一步解释上述算法公式的推导过程。
根据图2可得R=[D-2r(1-sinθ)] /2(1)式中, D 表示立铣刀的直径(mm);r表示立铣刀的刀尖圆角;θ表示复合斜面与水平面所形成的二面角的平面角,且0<θ<π/2;R表示有效切削刀具半径(mm)。
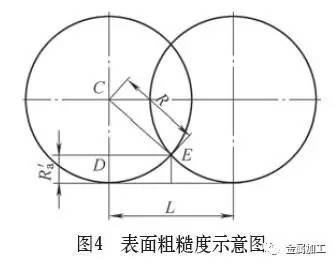
根据多次的对比测试和实际加工结果,可形成图4所示的三角形CDE,并表示为

式中,Ra'表示每切削步距在水平方向残留高度(mm);L表示切削步距(mm)。
因Ra'与Ra、θ存在如下关系Ra'=Ra/sinθ (3)将式(1)、式(3)代入式(2),整理后可得
4. 结语
通过本工艺方法,将直径为D,刀尖圆角为r的立铣刀装入三轴联动的数控铣床,运行相应数控程序,并按照上述的直线切削及切削策略执行加工;与此同时,在整个铣削过程中将切削步距与期望达到的表面粗糙度之间按照以上关系式进行控制,相应地,能够在严格满足技术加工要求的情况下,实现对复合斜面工件表面粗糙度的高精度控制,同时具备加工效率高、显著降低加工成本和便于操控等优点。
?本文发表于《金属加工(冷加工)》2017年11期48页,作者:湖北三江航天险峰电子信息有限公司刘朝阳