fanuc及siemens系统参数修改刀补倒圆角宏程序
图片1
图片2
图片3
图片4
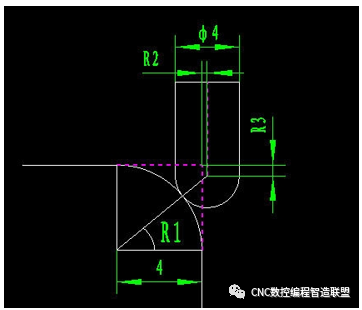
圆角半径4mm,刀具半径2mm,R1为角度参数,初始值为90,即从圆角上表面开始加工,即工件上表面;当R1=0时,则加工到圆角最低点,即轮廓的侧面。
西门子参考程序:
M03S2500;
G90G54G64G00X0Y0Z50;
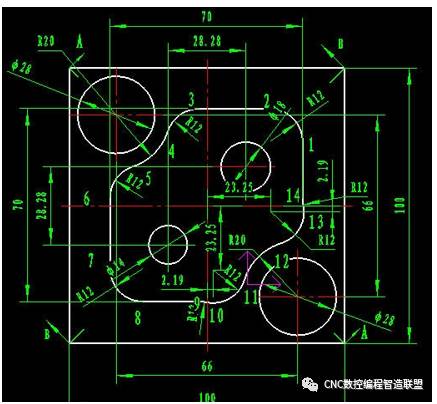
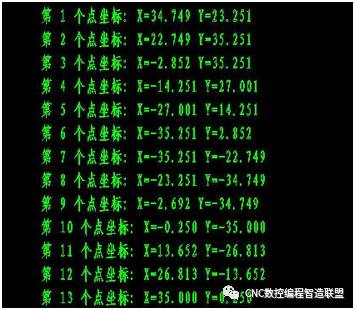
G01X54.749Y23.251F200; 下刀点
G01Z5;
R1=90;赋初始值
KK: R2=6*COS(R1)-4; 刀补值,为刀具中心距离轮廓线的垂直距离,6是刀具与圆角的半径之和
R3=6*SIN(R1)-4;每一圈加工时的下刀深度,当对球刀时为球刀最低点时,-4,当对刀点为球刀中心时,则-6
$TC_DP6[1,1]=R2; 设定刀补值,1号刀1号刀补
G01Z=R3F100;
G42G01X54.749Y3.251D1;
G02X34.749Y23.251CR=20;
G03X22.749Y35.251CR=12;
G01X-2.852Y35.251;
G03X-14.251Y27.001CR=12;
G02X-27.001Y14.251CR=20;
G03X-35.251Y2.852CR=12;
G01X-35.251Y-22.749;
G03X-23.251Y-34.749CR=12;
G01X-2.692Y-34.749;
G02X-0.25Y-35CR=12;
G03X13.652Y-26.813CR=12;
G02X26.813Y-13.652CR=20;
G03X35Y0.25CR=12;
G02X34.749Y2.692CR=12;
G01X34.749Y23.251;
G02X54.749Y43.251CR=20;
G40G01X54.749Y23.251;
R1=R1-5;
IF R1>=0 GOTOBKK;
G00Z50;
M05;
M30;
FANUC宏程序示例:
西门子参考程序:
M03S2500;
G90G54G64G00X0Y0Z50;
G01X54.749Y23.251F200; 下刀点
G01Z5;
R1=90; 赋初始值
N10#2=6*COS[#1]-4; 刀补值,为刀具中心距离轮廓线的垂直距离,6是刀具与圆角的半径之和
#3=6*SIN[#1]-4;每一圈加工时的下刀深度,当对球刀时为球刀最低点时,-4,当对刀点为球刀中心时,则-6
G10L12P1R#2; 设定刀补值,1号刀1号刀补
G01Z[#3]F100;
G42G01X54.749Y3.251D01;
G02X34.749Y23.251R=20;
G03X22.749Y35.251R=12;
G01X-2.852Y35.251;
G03X-14.251Y27.001R=12;
G02X-27.001Y14.251R=20;
G03X-35.251Y2.852R=12;
G01X-35.251Y-22.749;
G03X-23.251Y-34.749R=12;
G01X-2.692Y-34.749;
G02X-0.25Y-35R=12;
G03X13.652Y-26.813R=12;
G02X26.813Y-13.652R=20;
G03X35Y0.25R=12;
G02X34.749Y2.692R=12;
G01X34.749Y23.251;
G02X54.749Y43.251R=20;
G40G01X54.749Y23.251;
#1=#1-5;
IF [#1GE0] GOTO 10;
G00Z50;
M05;
M30;