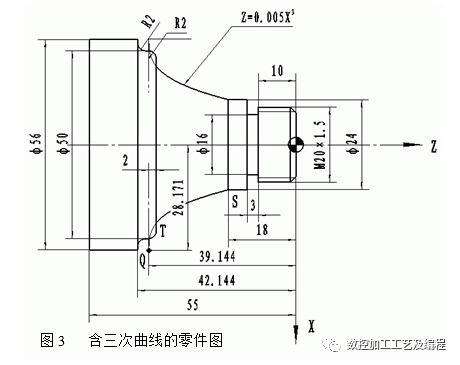
根据表达式方便情况来确定X或Z作为自变量,如图3,公式曲线表达式为Z=0.005X3,将X坐标定义为自变量比较适当。如果将Z坐标定义为自变量,则因变量X的表达式为 ,其中含有三次开方函数在宏程序中不方便表达。
,其中含有三次开方函数在宏程序中不方便表达。
如图3所示,选定三次曲线的X坐标为自变量#1,起点S的X坐标为X1=28.171-12=16.171,终点T的X标为 则#1的初始值为16.171,终止值为7.368。
则#1的初始值为16.171,终止值为7.368。
X坐标为自变量#1,因Z坐标为因变量#2,那么Z用X表示为:Z=0.005*X*X*X
程序如下
如图3所示零件的外轮廓粗精加参考程序如下(设毛坯为直径57毫米的棒料):
%0003(程序头)
T0101(调用01号外圆刀及01号刀具偏置补偿)
G90 M03 S700(绝对值编程;主轴以700转/分正转)
G00 X57 Z2(快速定位到粗加工循环起点)
G71 U1 R0.5 P10Q20 X0.6 F100(外径粗车循环)
N10 G01 X20 F60S1000(精加工起始程序段)
Z-13
X24
Z-18(公式曲线起点)
#1=16.171(设X为自变量#1,给自变量#1赋值16.171:X1=16.171)
WHILE #1 GE 7.368(自变量#1的终止值7.368:X2=7.368)
#2=0.005*#1*#1*#1(因变量#2:,用#1、#2代替X、Z)
#11=-#1+28.171(工件坐标系下的X坐标值#11:编程使用的是负轮廓,#1前冠以负;ΔX=28.171)
#22=#2-39.144(工件坐标系下的Z坐标值#22:△Z=-39.144)
G01 X[2*#11]Z[#22](直线插补,X为直径编程)
#1=#1-0.5(自变量以步长0.5变化)
ENDW(循环结束)
G01 X50 R2
Z-42.144 R2
X56
N20 Z-55((精加工终止程序段)
G00 X100 Z80(快速定位到退刀点)
M30(程序结束)