加工中心怎么对刀。以发那科加工中心为例讲解下加工中心。如何对刀。

假设有三把数控刀具。分别为T1,T2,T3
首先在录入模式下输入TIM6。换刀第一把刀。假设工件表面为零点。移动TI把刀具,至刀具顶点,对刀棒(10mm),和工件表面刚好紧密,接触。按
 调出刀补界面。如下图
调出刀补界面。如下图


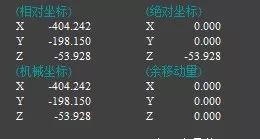
输入此时的机械坐标Z-53.928

磨耗填入刀棒直径-10。
第一把刀对好了。
T2按照第一把刀对刀就看。然后在相应的补正编号里填入数据就可
分中过程。
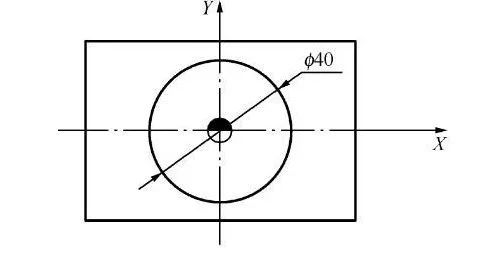
假设中心在四面体中间。
一般使用寻边器,在MDI录入模式下转动主轴S500M3

然后寻遍器靠近Y主轴最上面,至寻边器刚好离心。记录下此时Y轴机械坐标Y1
然后寻遍器靠近Y主轴最下面,至寻边器刚好离心。记录下此时Y轴机械坐标Y2
然后寻遍器靠近X主轴最左面,至寻边器刚好离心。记录下此时X轴机械坐标X1
然后寻遍器靠近X主轴最右面,至寻边器刚好离心。记录下此时X轴机械坐标X2
那么此时的中心坐标X=(x1+x2)/2 y坐标就是 Y=(Y1+Y2)/2
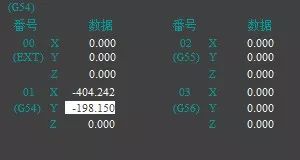
然后在G54坐标系里面输入数值就可
具体如下
版权声明:如果本文对你有帮助,欢迎点击上面赞赏我们。除非特别标注,否则均为本站原创文章,转载时请以链接形式注明文章出处。