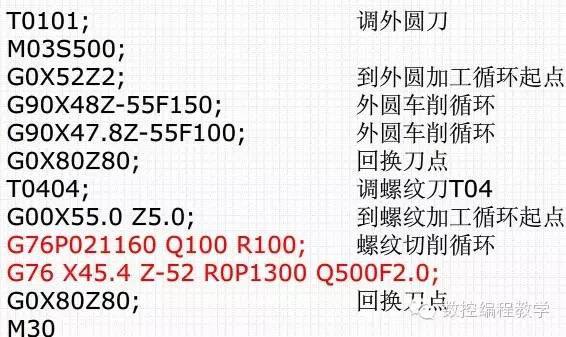
G76格式:
G76 P(m)(r)(a) Q(△dmin) R(d)
G76 X(u) Z(w) R(i) P(k) Q(△d) F(f)
说明:
f、公制螺纹螺距。F 指令值执行后保持有效,加工公制螺纹可以省略输入F(I),系统以当前保持的公制螺纹螺距作为F值;I为英制螺纹每英寸的螺纹牙数
α、为螺纹牙型角,即刀尖角度,可在80、60、55、30、29、0六种角度中选择
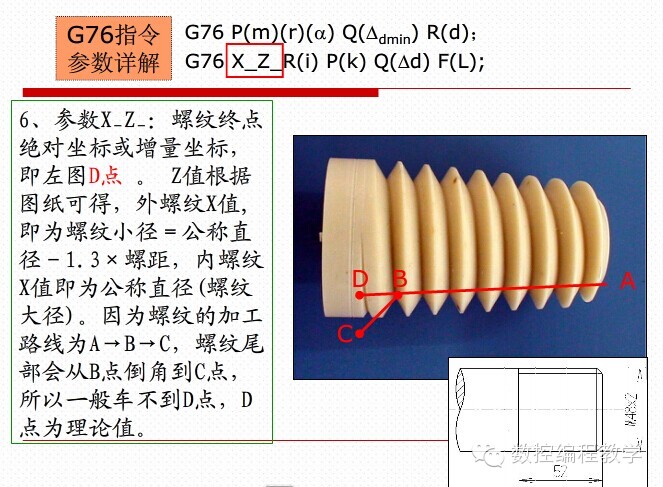
u、绝对指令时为螺纹终点C的X轴坐标值:增量指令时为螺纹终点C,相对循环起点A在X袖向的距离。
w、为绝对指令时螺纹终点C的Z轴坐标值:增量指令时为螺纹终点C相对循环起点A在Z轴向的距离。
i、螺纹锥度,螺纹起点与螺纹终点X 轴绝对坐标的差值(单位:mm,半径值)。未输入i 时,系统按i=0(直螺纹)处理;
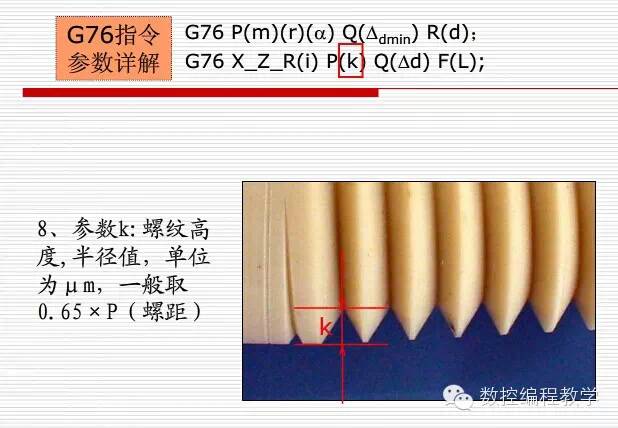
k、为螺纹牙型高度,其为半径值。
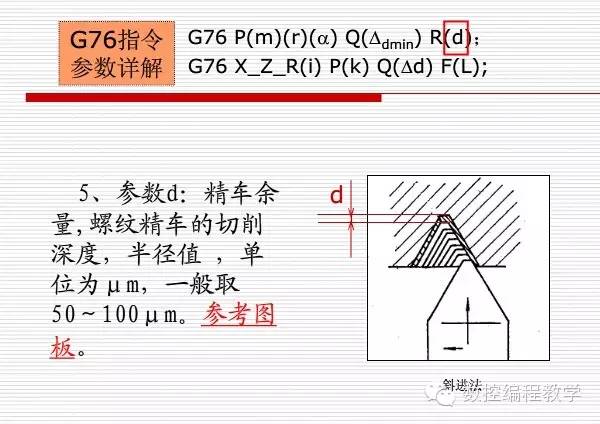
d、为精加工余量,其为半径值。
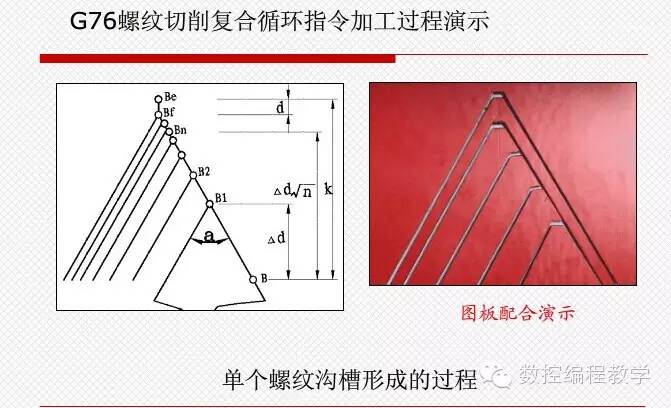
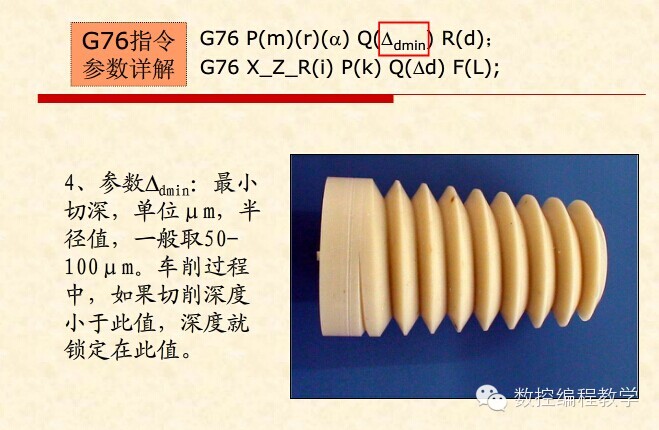
△dmln、为最小切削深度。即每刀切削深度,深度△d(}、小于此值时,以该值进行切削,其为半径值。
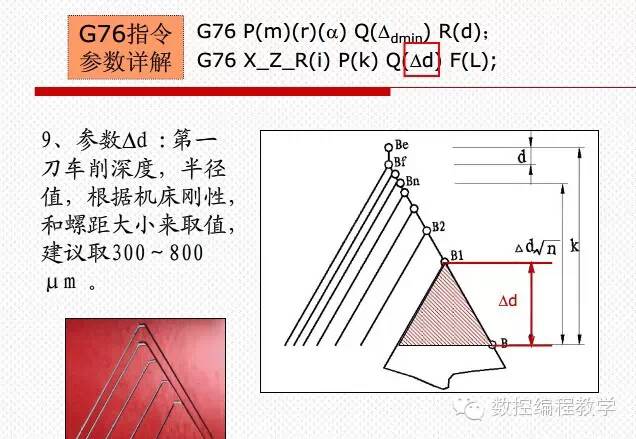
△d 、为第一次切削深度.其为半径值。




标签: 数控G76
版权声明:如果本文对你有帮助,欢迎点击上面赞赏我们。除非特别标注,否则均为本站原创文章,转载时请以链接形式注明文章出处。