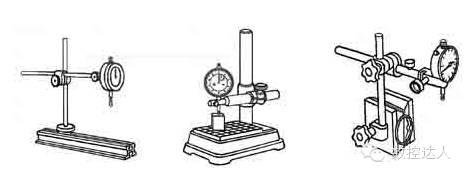
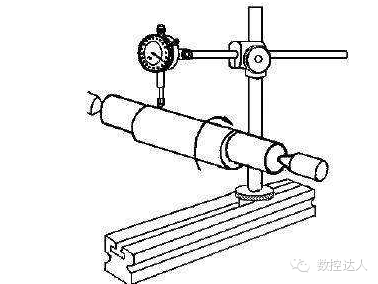
百分表是利用机械结构将测杆的直线移动,经过齿条齿轮传动放大,转变为指针在圆刻度盘上的角位移,并由刻度盘进行了读数的指示式量具,常用的刻度值为0.01mm,百分表不能单独使用,通过表架将其夹持后使用。它不仅用于测量,还可以用于某些机械设备的定位读数装置。
1、习惯养成 ①、百分表检查
a、检查外观 检查表蒙是否透明,不允许有破裂和脱落现象,后封盖要封的严密,测量杆、测头、装夹套筒等活动部位不得有锈迹,表圈转动应平稳,静止要要可靠。
b、检查指针灵敏度 推动测量杆,测量杆的上下移动应平稳,灵活,无卡住现象,指针与表盘不得有摩擦现象,字盘无晃动现象。
c、检查稳定性 推动侧杆n次,观察指针是否回到原位,其允许误差不大于±0.003mm。
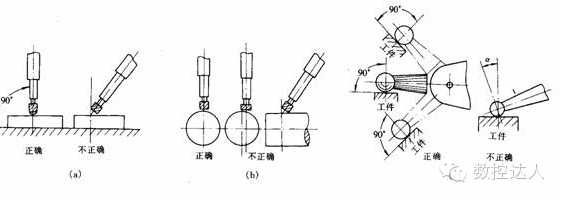
2、正确的测量方法(内径百分表)
内径百分表测量孔径是一种相对的测量方法。测量前应根据被测孔径的尺寸大小,在千分尺或环规上调整好尺寸后才能进行测量。数控专业微信号cncdar所以在内径百分表上的数值是被测孔径尺寸与标准孔径尺寸之差。它的测量范围分为:10~18、18~35、35~50、50~100、100~160、160~250、250~450。 ①、准备过程
a、首先根据被测孔径的公称尺寸,选择内径百分表的测量范围。
b、把百分表的装夹套筒擦净,小心地装进表架的弹性卡头中,并使表的指针转过半圈左右(0.5mm),俗称“压表”,用锁母紧固弹性卡头,将百分表锁住。注意,拧紧锁母时,用力适中,以防止将百分表的套筒卡变形。
c、 根据被测孔径的公称尺寸,选取一个相应尺寸的可换测头,并装到表杆上,其伸出的长度可以调节,用卡尺调整到两测头(活动测量头)之间的长度尺寸比被测孔径的公称尺寸大0.5mm左右,数控专业微信号cncdar并紧固可换测头。 d、根据被测量尺寸,选取校对环规,(当没环规时,也可以用外径千分尺)校对百分表的“0”位。 校对“0”位的方法 分别将测头、定位护桥和环规的工作面擦净后用手按动几次活动测头,检查百分表的灵敏度和示值变动量。符合要求时即可进行校对“0”位操作。
用左手握住表杆手柄部位,右手按下定位护桥,把活动测头压下,放入环规内。活动测头放入环规后,数控专业微信号cncdar前后摆动手并将固定侧头压入校对环规内,并摆动几次找出指针的拐点(即百分表指针旋转方向变化的那一点),转动百分表刻度盘,使“0”线与指针的“拐点”处重合。然后再摆动几次表杆,以确定“0”位是否已校队准确。
②、测量操作 测量时,操作内径百分表的方法与校对其“0”位的方法相同,把测头放入被测孔内后(注:用左手指将活动测量头压下,放入被测孔内),轻轻前后摆动几次,数控专业微信号cncdar观察指针的拐点位置。如果指针恰好在“0”位处拐回,则说明被测孔径与校对环规的孔径相等,当指针顺时针(俗称:升表)方向转动超过“0”位时,
则说明被测孔径小于校对环规的孔径。当指针逆时针(俗称:降表)方向转动未到“0”位,则说明被测孔径大于校对环规的孔径。
测量时,用环规校对的“0”位刻线是读数的基准。指针的拐点位置,不是在“0”位的左边,就是在“0”位的右边,读数时要认真仔细,不要把正、负值搞错。
a、孔的圆度测量
如果要测量孔的圆度,应在孔的同一径向截面内的几个不同方向上测量
b、孔的圆柱度测量
如果要测量孔的圆柱度,应在孔的几个径向截面内(上、中、下)测量
c、 误差值
所测量的最大读数值与最小读数值之差的一半,即为圆度及圆柱度误差。
3、保养
使用时,按动活动测量头时,用力不能过大,在全部使用过程中,不得使灰尘、油污、水等进入百分表和内径百分表的手柄,主体内,不用时放置到安全位置,决不允许与刀具、及其他物品堆放在一起,用毕擦净后,放入盒内的固定位置,在干燥的地方保存。