钻头的种类很类,那么今天笔者要分享的是钻头中常见的麻花钻。
麻花钻多用高速钢(W18Cr4V或W9Cr4V2)制成,淬火后硬度可达HRC62~68。一般用于孔的粗加工(适用于IT11以下精度以及表面粗粮度Ra25~6.3um)。
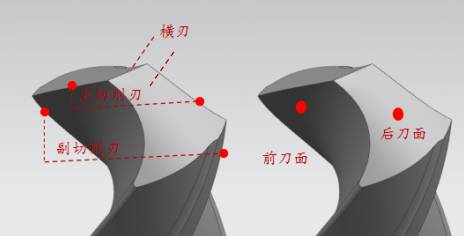
麻花钻的切削构成
标准麻花钻总共有五个切削刃:2个主切削刃、2个副切削刃、1个横刃、如下图:
这些切削的几何角度有什么作用呢,它们的几何参数是多少呢?
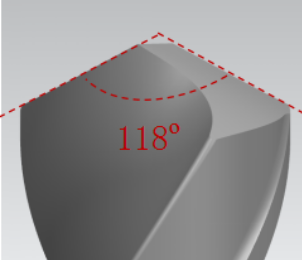
(1)顶角
顶角是钻头两主切削刃之间的夹角,如下图:
作用:
它的大小主要影响钻尖的强度、前角和轴向力。顶角大,钻尖强度大,并可加大前角,但钻削时轴向抗力也大。
前角推荐参数:
加工材质 顶角参数
钢、铸铁 116?~118?
钢锻件、 120?~125?
锰钢、不锈钢 135?~150?
黄铜、青铜 130?~140?
紫铜 125?~130?
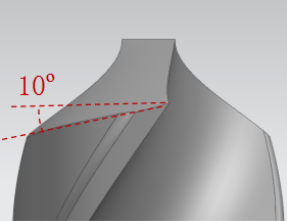
(2)后角
后角是在柱截面内,后刀面与切削平面之间的夹角,如下图:
作用:
后角的大小影响着后刀面的摩擦和主切削刃的强度。后角越大,后面与工件加工面的摩擦越小,但也降低了刃口的强度。
后角推荐参数:
后角的大小取决于后刀面的刃磨。一般所磨出的主切削刃上各点后角的大小也不一样,在外缘处磨出的一角较锁上,为8?~14?.。
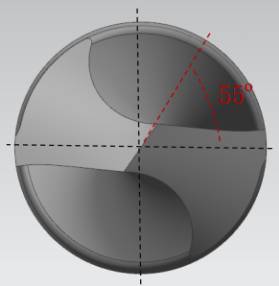
(3)横刃斜角
横刃斜角是横刃与主切削刃在端面上的投影线之间的夹角,如下图:
作用:
它可用来判断钻心处的后角是否磨得正确。当钻头处后角较大时,横刃斜角就小,但横刃相应增长,定心作用差,轴向阻力增大。
横刃推荐参数:
横刃斜角的大小也取决于后刀面的刃磨,一般取50?~55?。
麻花钻刃磨要求:
(1)麻花钻顶角度,一般为118?,也可根据文章上方顶角推荐参数修磨;
(2)两条主切削刃与轴线的夹角应磨得相等(有可能会引起以下现象:孔径过大;孔中心有偏移; 孔有倾斜)。
(2)后刀面一定要低于主切削刃,防止后刀面磨擦工件;
孔加工计算公式:
切削速度(Vc)
n:是指主轴转速,单位为rap/min,每分钟多少转;
Vc:是指钻头切削刃上的某一点移动的周长距离,单位为m/min,每分钟多少米;
π:是指圆周率,取3.14;
Dc:钻头直径
例如:
切削速度50.9m/min,钻头直径Ф12,求主轴转速?
答:将Vc=50.9、π=3.14、Dc=12、代入公式
n=(50.9X1000) ÷(3.14X12)=1350rap/min
据此得出主转转速每分钟1350转。
Z轴进给量(Vf)
Vf:表示Z轴每分钟的钻削进给量,单位mm/min,每分钟多少毫米;
fr:表示每转进给量,单位mm,每转进给多少毫米;
n:表示主轴转速,单位rap/min,每分钟多少转;
例题:
主轴转速1350rap/min、每转进给量0.2mm,求进给速度?
代入公式
Vf=0.2X1350=270mm/min
由此得出Z轴每分钟进给速度为270mm/min。