前几天,有网友问到”法兰克MF系统刀具长度测量怎样录入?”今天笔者抽空写一写,希望能帮助到需要的人。刀具长度测量值的录入,常见的有两种:第一种为手动录入测量值;第二种为系统自动录入测量值。
方法1:手动录入测量值
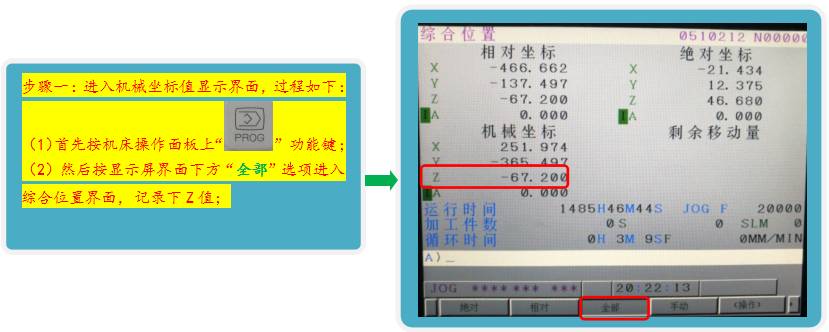
(1)首先将刀具移动到一个基准点,采用基准棒进行对刀,
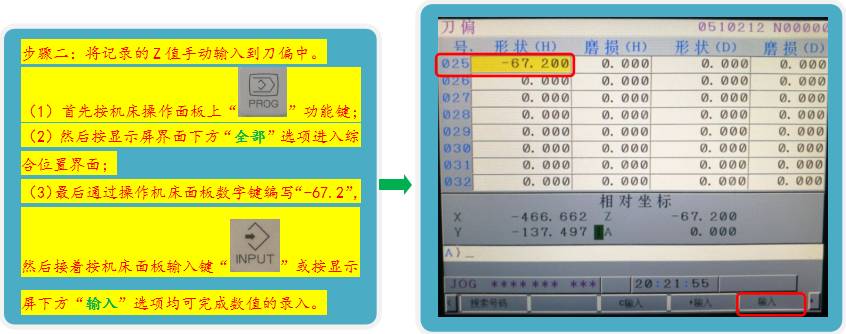
2、对刀完成后(Z轴不要移动),然后将机械坐标值抄入到相对应的刀偏中,操作过程如下:
方法2:自动录入测量值:
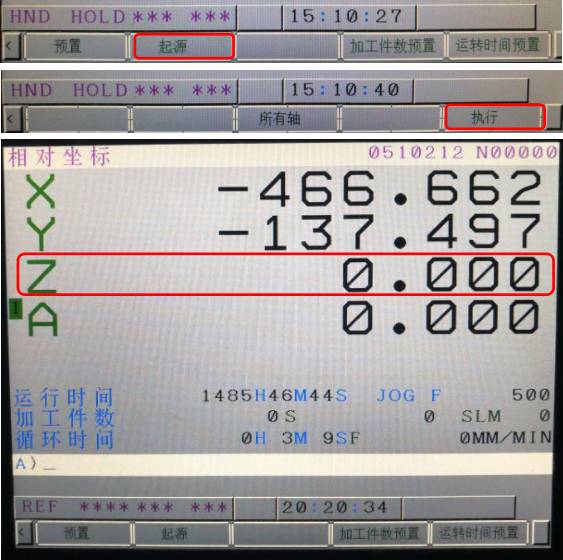
(1)首先将机床模式打到“原点复位”,如下图:

(2)然后按机床操作面板上方向键“+Z”,完成Z轴回零操作。如下图:
(3)然后按机床操作面板上“PROG”功能键,然后接着按显示屏下方“相对坐标”选项。如下图:
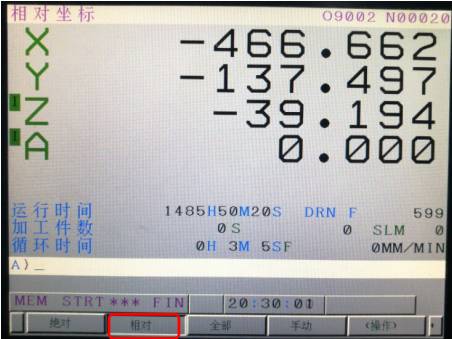
(4)然后按机床操作面板字母键“Z”,此时显示屏下方将出现“起源”选项,按“起源”选项后然后接着按“执行”选项,Z轴相对坐标将被清零。如下图:
(5)然后使用手轮将Z轴移动到基准点进行Z轴对刀操作,请看下方视频:
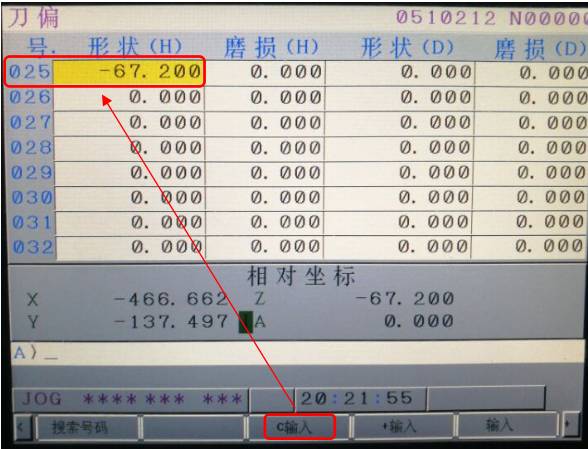
(6)对刀完成后(此时不要移动Z轴),然后按机床操作面板上的“OFFSET”功能键,然后接着按显示屏下方“刀偏”选项进入刀具补偿器界面,然后通过操作机床面板上下键“”,将光标移动到相对应的刀偏号“形状(H)”位置,然后接着按机床面板字母键“Z”,然后接着按显示屏下方”C输入“选项,完成刀具长度测量值的自动录入。如下图:
(注意:采用自动录入测量值方法时,机床必须进行回零操作,相对坐标系必须清零)
好啦,今天就分享到这里了,希望能帮助到需要帮助的人!
标签: fanuc编程
版权声明:如果本文对你有帮助,欢迎点击上面赞赏我们。除非特别标注,否则均为本站原创文章,转载时请以链接形式注明文章出处。