根据网友提问,今天笔者给大家分享一下如何在MDI模式下手工编写一些简短的程序,实现对机床准确、快速的控制。
◆MDI模式下手工编写程序操作篇:
(1)首先将机床模式开关打到“MDI”状态。如下图:

(2)然后按机床操作面板“ ”功能键,进入“程序”界面,就可以手工编写一些简短的程序。如下图:
”功能键,进入“程序”界面,就可以手工编写一些简短的程序。如下图:
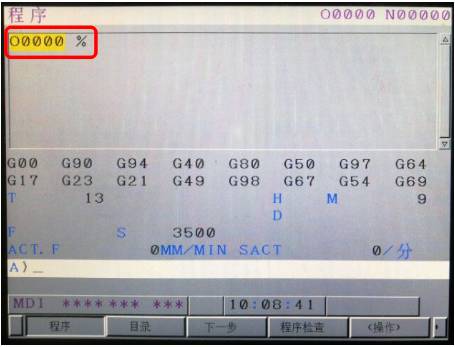
提示:MDI程序界面自带程序开头与结尾,开头为“O(字母)+ 0000(数字)”,结尾为“%”,编写完一段程序后,需按“EOB”键,表示分隔符号( ;),如果没有输入分隔符号,将会发生“EOB”报警。
下面我们开始来编写程序啦!
编写案例1:换刀操作
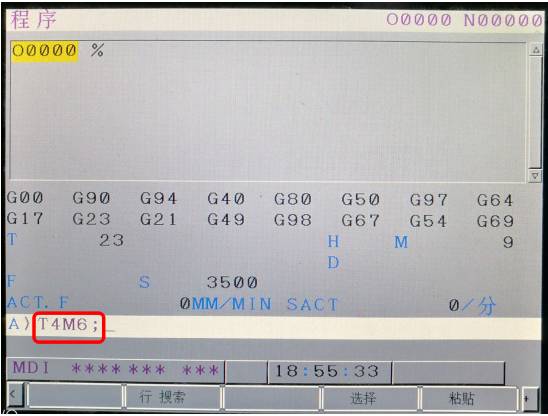
1.1 例如我们想换取刀库上的4号刀,此时可以通过操作机床面板编写“T4 M6 ;”。如下图:
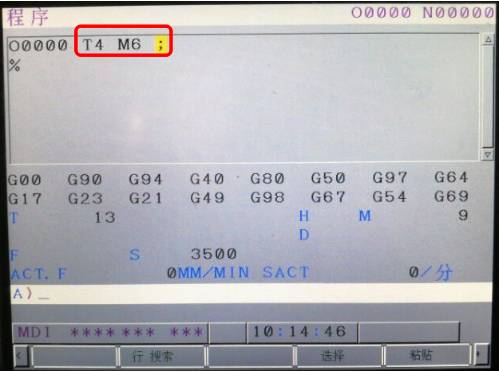
1.2 然后按插入键“ ”,程序将会被输入到MDI界面。如下图:
”,程序将会被输入到MDI界面。如下图:
1.3 最后按“循环启动”按键,机床开始执行换刀动作。如下图:

请观看换刀视频:
编写案例2:分中操作
2.1 例如我们采用分中棒建立坐标系时,需要将主轴旋转起来,此时可以通过操作机床面板编写“S500 M03 ;”。如下图:
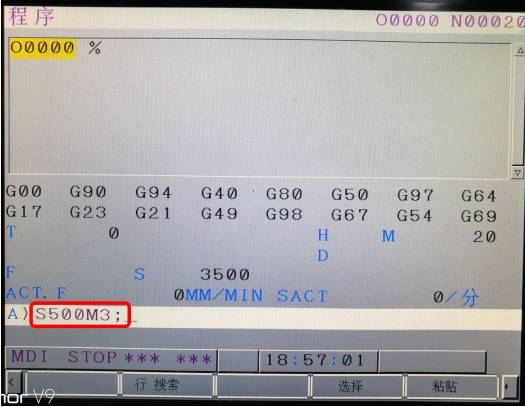
2.2 然后按插入键“ ”,程序将会被输入到MDI界面。如下图:
”,程序将会被输入到MDI界面。如下图:
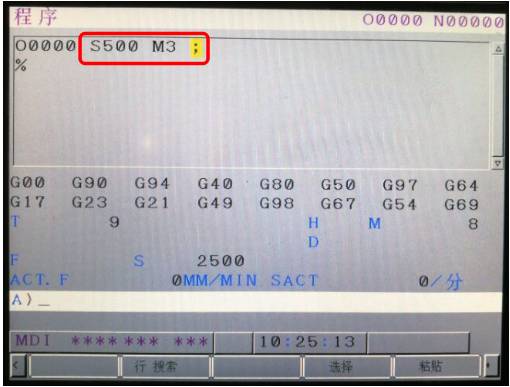
2.3 最后按“循环启动”按键,主轴就旋转起来啦。如下图:

请观看分中视频:
编写案例3:打刀摆
例如在加工精密零件时,需要对装夹好的刀具进行打摆动检测,防止零件过切。而且有利于减少刀尖磨损,提高刀具使用寿命。
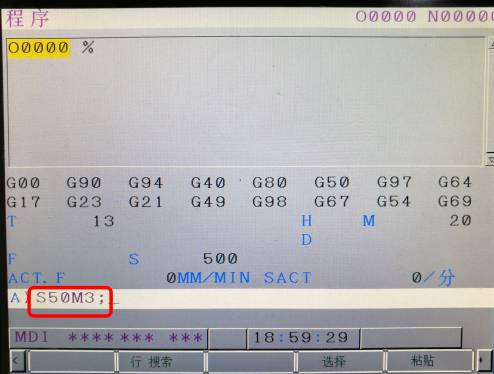
3.1 首先我们要将装夹好的刀具旋转起来,此时可以通过操作机床面板编写“S50 M03 ;”。如下图:
3.2 然后按插入键“ ”,程序将会被输入到MDI界面。如下图:
”,程序将会被输入到MDI界面。如下图:
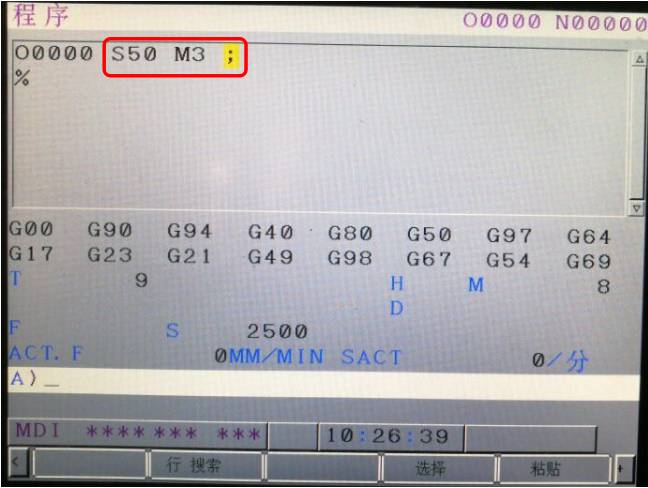
3.3 然后按“循环启动”按键,主轴开始进行低速旋转。如下图:

3.4 然后我们通过观察表针跳动的误差,得出刀具摆动值。如下图:

请观看打刀摆视频:
知识延伸:对于精密零件加工,检测刀具摆动,有助于防止零件加工过切,延长刀具使用寿命等优点。笔者在此将刀具摆动的实际经验分享给大家,希望对大家有所帮助。
(1) 定点钻(倒角刀)、钻头、丝锥、刀具摆动控制在0.05mm以内。
(2) 铣刀开粗:刀具摆动控制在0.03mm以内。
(3) 铣刀中光:刀具摆动控制在0.02mm以内。
(4) 铣刀光刀:刀具摆动控制在0.01mm以内,最大不超过0.02mm。
以上是法兰克MF系统在MDI模式下手工编写程序的操作,希望大家能更多的转发与分享,帮助更多的像您一样努力学习技术的人。