|
坐标系统 |
|
|
|
|
|
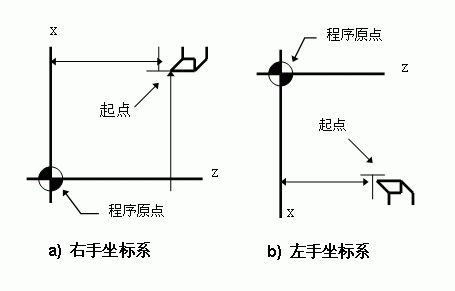
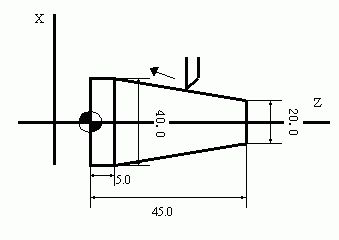
程序原点
在多数情况下,把 Z 轴与 X 轴的交点设置为程序原点
|
|
坐标系统 |
|
|
|
|
|
程序原点
在多数情况下,把 Z 轴与 X 轴的交点设置为程序原点
|
上一篇数控圈-华中数控车床和发那科数控车床G72指令的用法和区别
下一篇当前分类已是最新一篇
抱歉,评论功能暂时关闭!