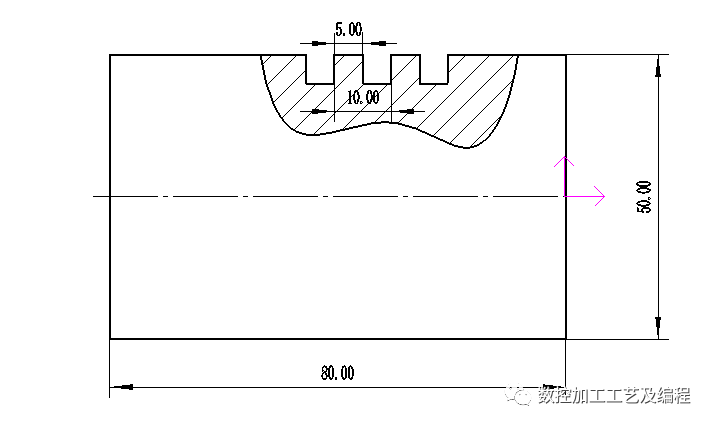
就车削上图矩形螺纹,退刀槽,倒角我就没有标注了,但实际操作中一定要注意,这些东西都是不可以缺少的。
车削矩形螺纹50X10的螺纹,有些数值是需要计算的
牙高0.5X10+0.1=5.1
牙槽底宽 0.5X10+0.02=5.02
螺纹小径 50-2X5.1=39.8
具体计算公式可以上百度查找
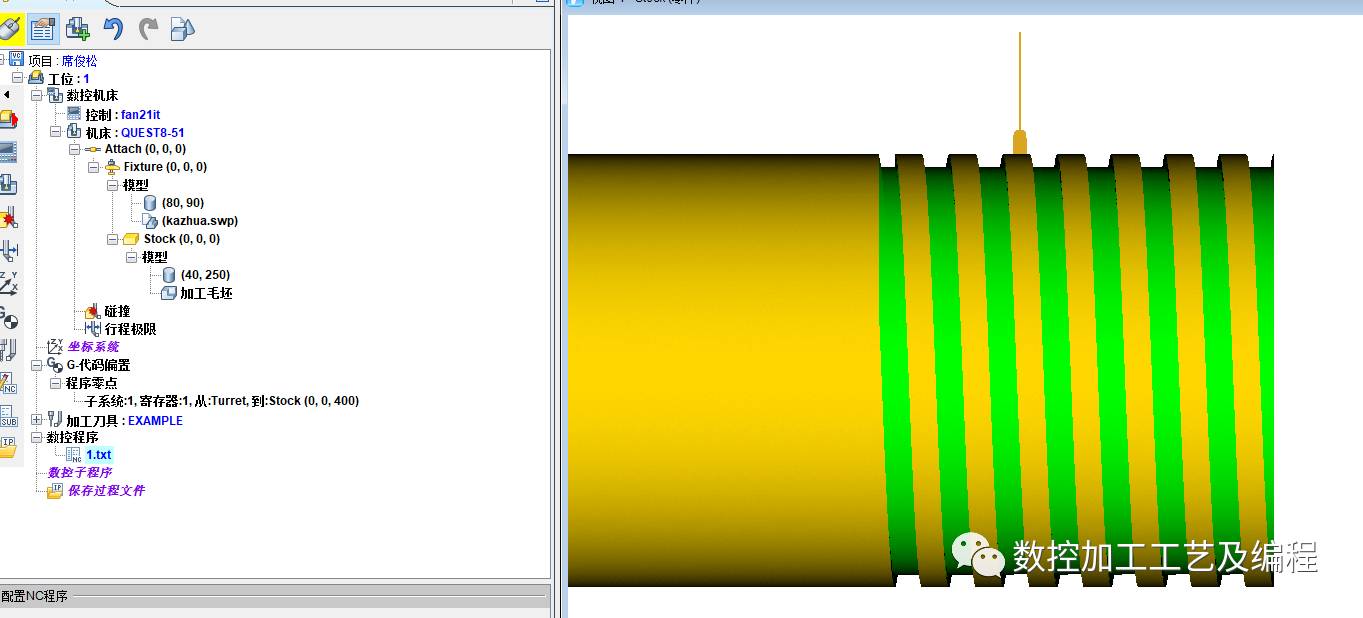
该算的都算了,那么该想想宏程序怎么写,刀路是怎么样的,刀路怎么用宏程序表达出来。
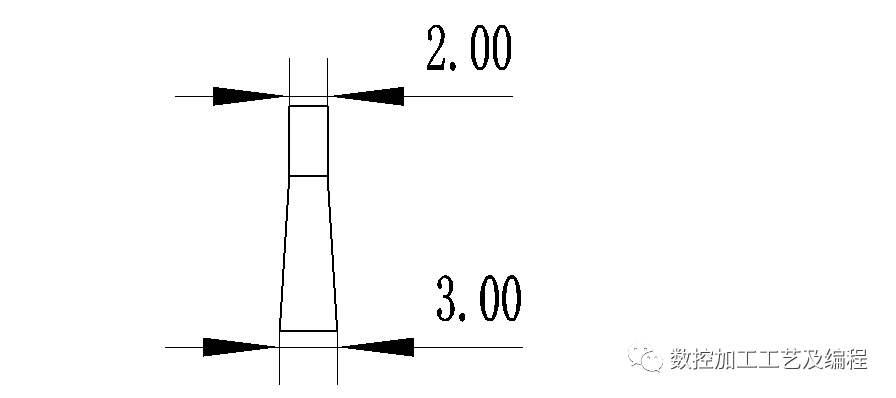
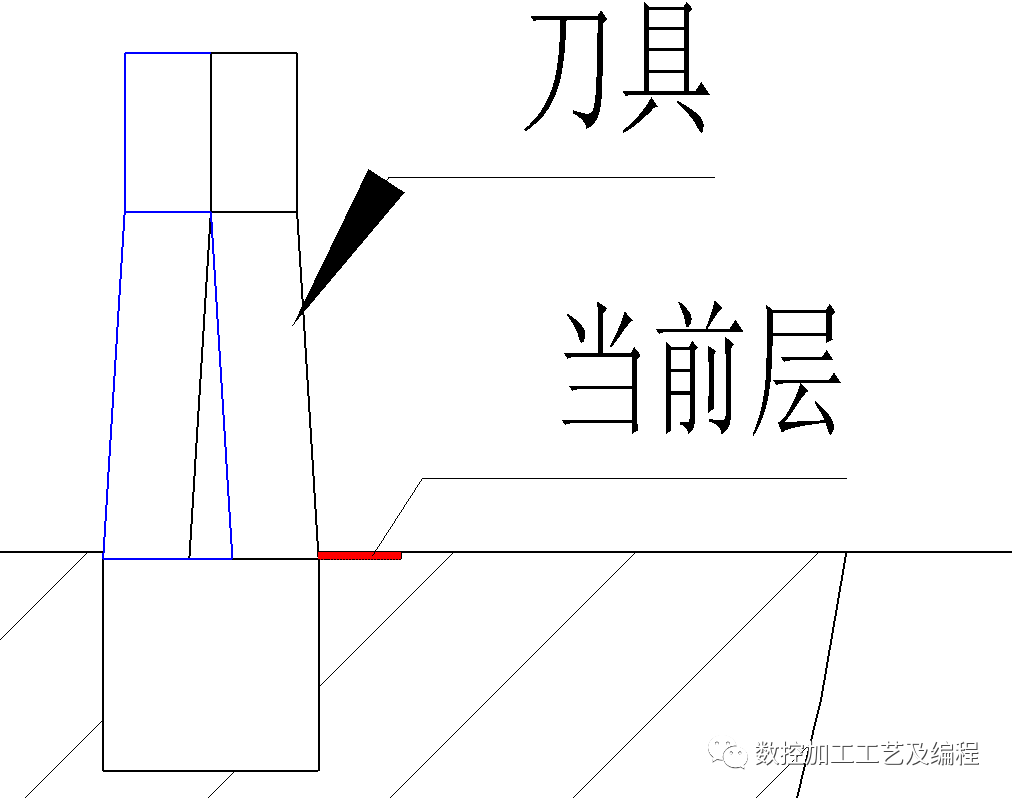
小编的具体思路是,刀具每次下刀,车削一条螺旋线,但刀具只有三毫米,而牙槽宽度却有5.02,牙高也有5.1mm,如果刀具一路往下车削,恐怕刀具排屑困难,造成烧刀,闷车匝刀,导致螺纹报废,所以最好的解决办法就是,Z轴每次下刀(在当前层),X方面就可以全部车削掉,不留余量,给下次车削,留足车削空间,降低阻力。
刀具在同一深度下,将X向车削完毕
M03S800
T0101
G00X80Z10
#1=0
#1代表单边牙高
WHILE[#1LE5.1]DO1
如果#1的值小于5.1就是没有车完,每次的切削深度的表示就是 X[80-2*#1]
G0 X[80-2*#1]
X方向定位
G32 Z-70 F10
G32螺纹车削
G32 X82
G32退刀
Z10
#2=0
#2为Z方向刀具偏移的初始值
WHILE[#2LE2.02]DO2
由于剩余的槽宽为2.02,所以小于2,02X就是没有车完
G0 X[80-2*#1]
X在当前深度定位
Z[15-#2]
刀具在Z方向偏移
G32Z-70 F10
G32X82
Z10
#2=#2+2.02
Z方向一次性偏移完,偏移量小于一个刀宽
END2
#1=#1+0.1
END1
G00X100
Z200
M5
M30
标签: 数控宏程序
版权声明:如果本文对你有帮助,欢迎点击上面赞赏我们。除非特别标注,否则均为本站原创文章,转载时请以链接形式注明文章出处。




