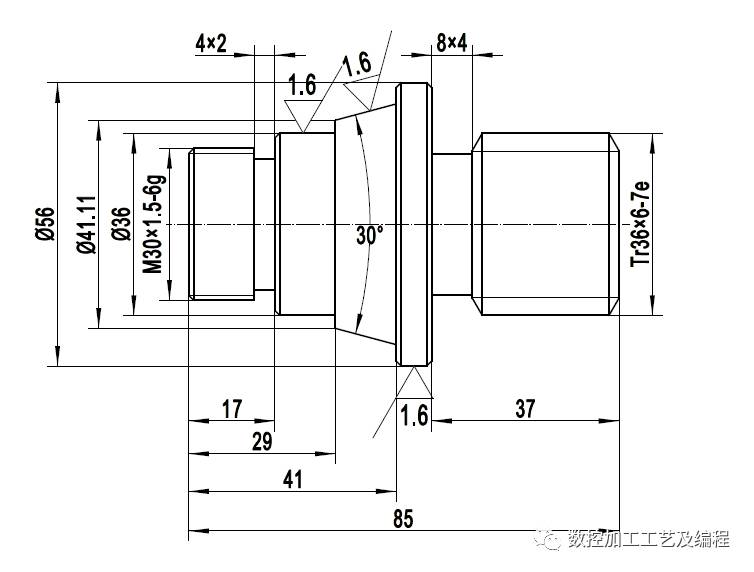
以前讲过螺纹车削G指令,G32 G76 G92。这些都很常用。大家有没有想过用宏程序车削螺纹。如上图,左端有个M30X1.5的普通三角螺纹。其他不用管,只车削这个三角螺纹。
车削三角螺纹,用的是成型到,写普通程序的时候,X的变化都要靠算,然后每次指定X值,才能车削螺纹,宏程序呢,只要你算出X值的背吃刀量,Z值的递减都由它自己变化,也就是个自变量。
写程序前,先要算出背吃刀量,也就是螺纹刀要车多深。
普通三角螺纹一般为1.3P(这个要看什么材料,还有是内螺纹还是外螺纹)这里就取1.3那么总的切削深度为1.95。.该算的都算了。那么就开始写宏程序。
O1569
M3S1000
T0101
G00X32Z2
#1=0
WHILE[#1LE1.95]DO1
G0X[30-#1]
G32Z-16F1.5
G32X32
Z2
IF[#1EQ1.95]GOTO1
#1=#1+0.5
IF[#1GT1.95]THEN#1=1.95
END1
N1
G00X100
Z200
M05
M30
标签: 数控宏程序
版权声明:如果本文对你有帮助,欢迎点击上面赞赏我们。除非特别标注,否则均为本站原创文章,转载时请以链接形式注明文章出处。




