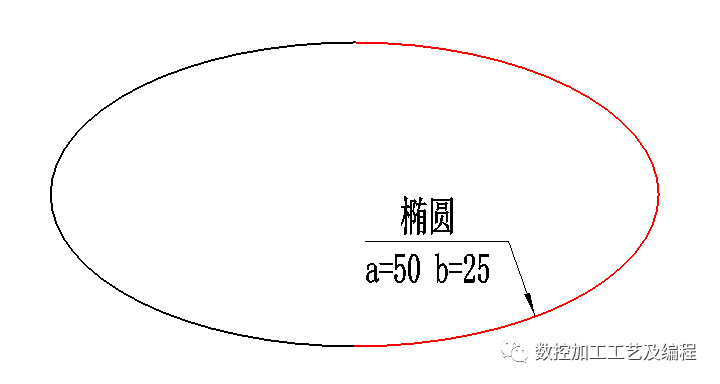
如图,就车削如图椭圆,只要车削一半(红色线段部分),精车部分,肯定大家都没问题,很容易,但在实际操作中,不可能直接精车,肯定要开粗,那要怎么开粗呢,最简单的就是嵌套在G71或G73中,方面快捷,但是不是每一种机床都合适,要看机床系统的新旧,老机床就放弃吧,不存在的,所以,我们还得想其他办法。
精车程序附上
O1236
M03S800
T0101
#1=50
WHILE[#1 GE 0] DO1
#2=25*SQRT[1-#1*#1/50/50]
#3=2*[#2]
G01X[#3]Z[#1-50]
#1=#1-0.1
END1
G00X100
Z200
M5
M30
椭圆开粗其实可以用宏程序开粗,只要加两行代码就有了。具体思路可以看下图。
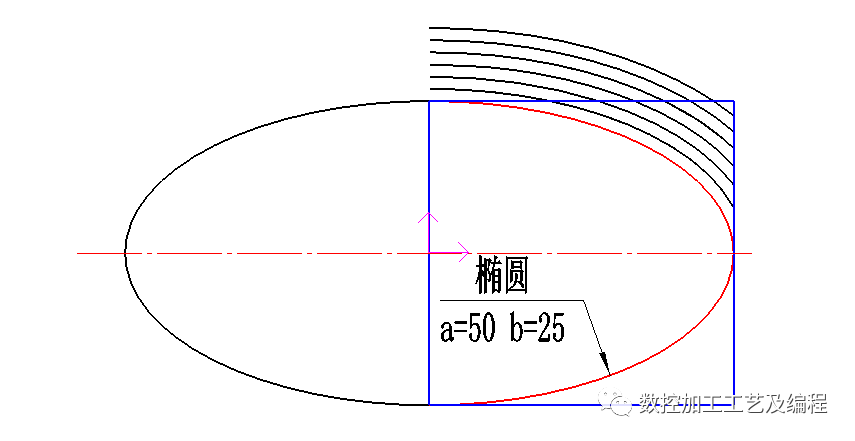
该种宏程序仿照G73刀具轨迹,把余量偏移上去,慢慢去掉余量。
那这种偏移余量在刀具轨迹中该怎么体现呢,其实就是把精车程序由毛坯外面往工件轴线走。把精车往外面偏,那肯定要多加一个变量,也会要涉及嵌套。
上程序
O1236
M03S800
T0101
#10=50
毛坯为50,从50开始向下偏移
WHILE[#10GE0]DO2
一直偏移到椭圆顶点为0的位置
#1=50 精车椭圆开始
WHILE[#1 GE 0] DO1
#2=25*SQRT[1-#1*#1/50/50]
#3=2*[#2]+#10
G01X[#3]Z[#1-50]
#1=#1-0.1
END1 精车结束
G00X100
Z2
#10=#10-2
椭圆精车轨迹每次向下偏移2mm
END2
Z200
M5
M30

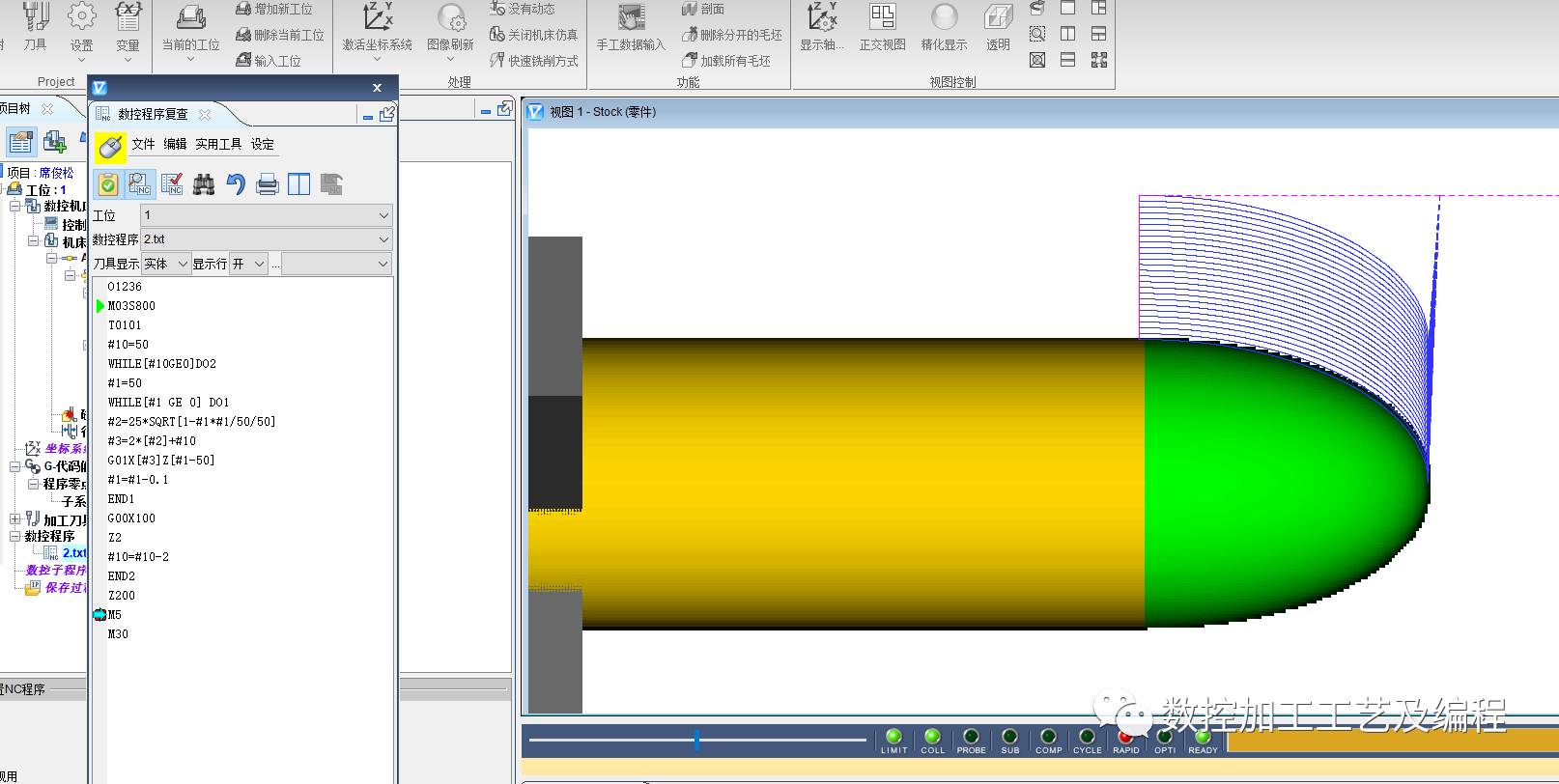
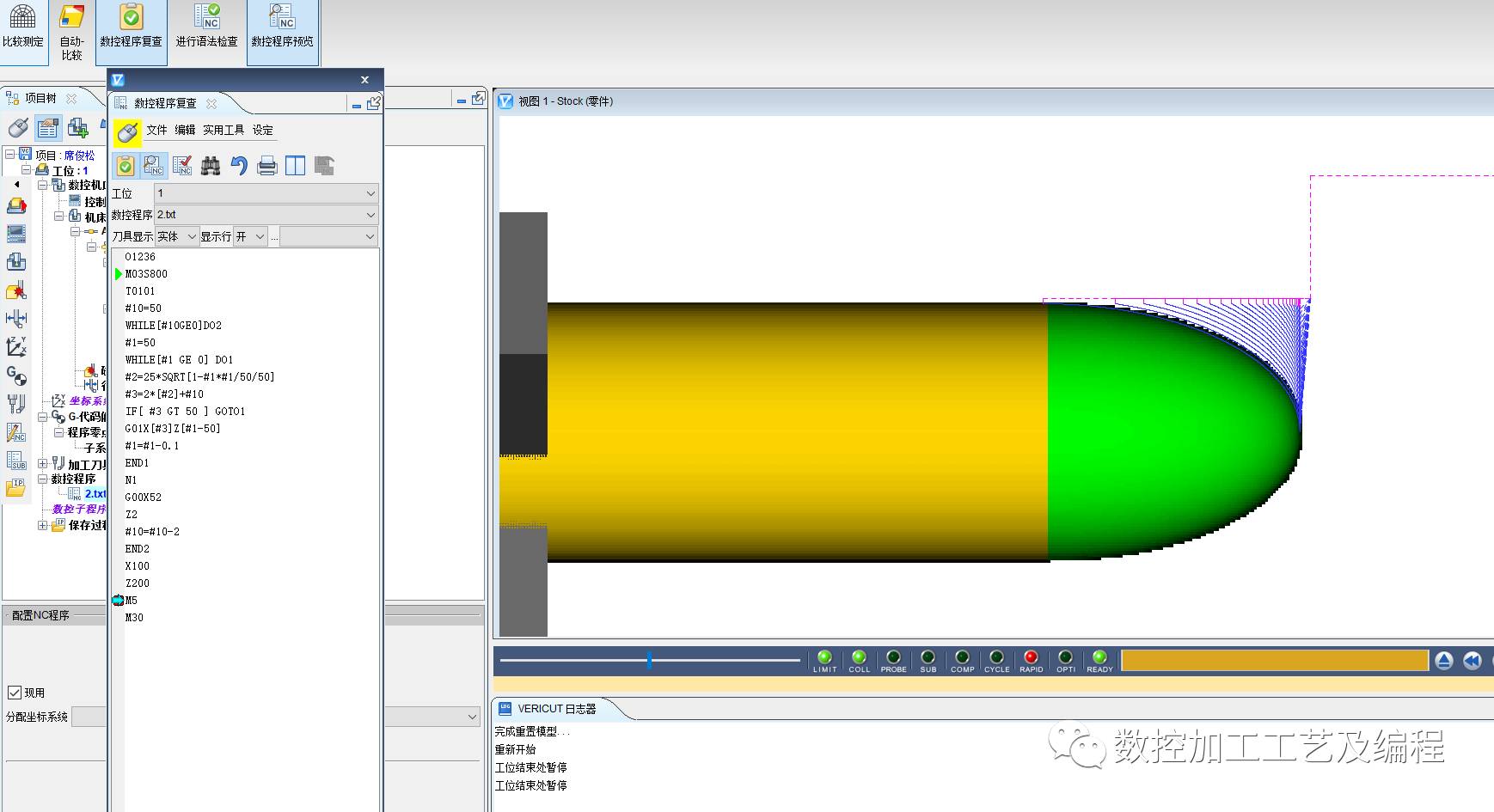
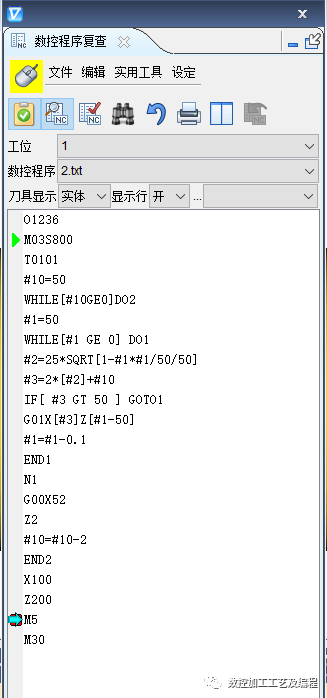
大家有没有发现此种刀路,空到非常多,浪费时间,怎么解决呢,只需要加个判断就有了,大于毛坯就是空到,毛坯为蓝色线段 直径为50
O1236
M03S800
T0101
#10=50
WHILE[#10GE0]DO2
#1=50
WHILE[#1 GE 0] DO1
#2=25*SQRT[1-#1*#1/50/50]
#3=2*[#2]+#10
IF[ #3 GT 50 ] GOTO1 (判断X向大于50 就是空刀,直接跳到N1程序段,X向递减)
G01X[#3]Z[#1-50]
#1=#1-0.1
END1
N1
G00X100
Z2
#10=#10-2
END2
Z200
M5
M30