在后处理程序中输出时间,对于编程加工的优化是再方便不过了,但是在MasterCAM的后处理程序中加入时间还是有相当难度的。

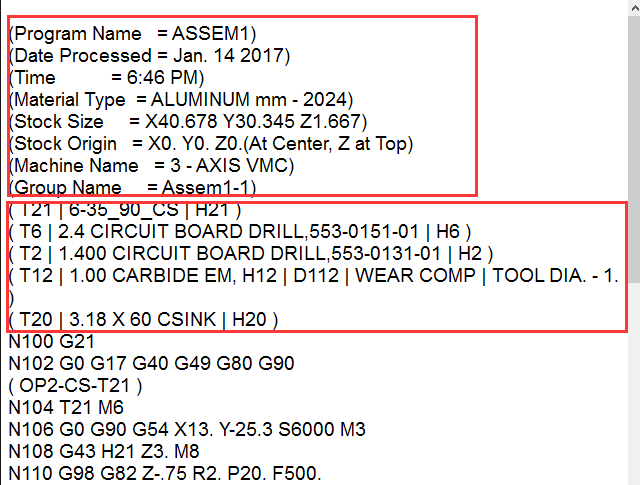
程序头的注释说明和刀具清单便于校对加工参数
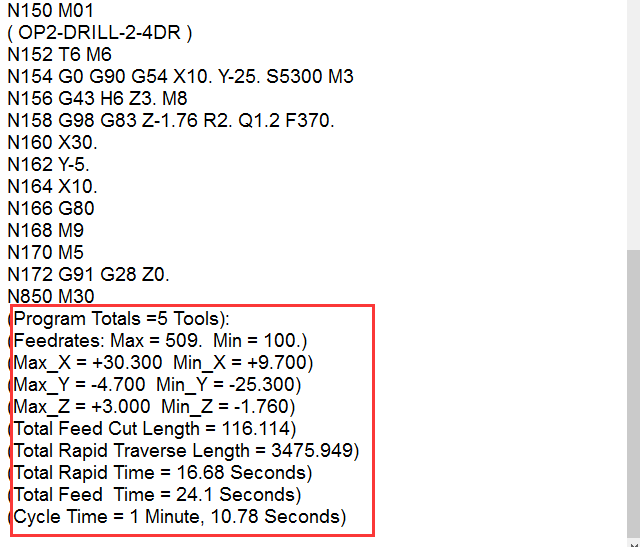
程序尾的统计说明便于优化已编好的加工程序
1. 一般输出设置项
# Specific setting to allow tuning the cycle time calculations
# Set the time it takes for machine to do a toolchange
tlchgtime : 0.1 #Tool Change Time (* in Minutes *)
time_est : 3 #Output operation and/or cycle times?
#0 = Do NOT output time estimates (including det_time estimates below)
#1 = Output operation time ONLY for EACH tool (not Program)
#2 = Output comeplete cycle time ONLY for entire Program
#3 = Output operation time for EACH tool AND cycle time for Program (if > 1 tool)
2. 加工时间输出设置
psof$ #Start of file for non-zero tool number
psetup #Call for toolchange info output
!op_id$
ptlchg0$ #Call from NCI null tool change (tool number repeats)
!gcode$
if op_id$ <> prv_op_id$, ptlchg$
!op_id$
ptlchg$ #Tool change - Output of time calculations for the last tool run
if op_id$ = prv_op_id$, ex$
ptooldata #Total ending data for tool (Path Length and Times)
tmax_fr = fr_pos$ #Initialize (max fr used in current tool)
tmin_fr = fr_pos$ #Initialize (min fr used in current tool)
comment$
psetup #Call for toolchange info output
!op_id$
peof0$ #End of file for tool zero
peof$
peof$ #End of file for non-zero tool - Output of time calculations for the last tool and total time
ptooldata #Total ending data for tool (Path Length and Times)
#Supress Program totals if only one tool or no output selected
if tcnt > one & (fr_limits | xyz_limits | show_lengths | time_est),
3.快速和进给长度及时间和总加工时间的输出
#Output Feed/Rapid path lengths
if show_lengths = two | show_lengths = three,
[
"Total Feed Cut Length = ", *llen_total, e$
"Total Rapid Traverse Length = ", *rlen_total, e$
#sepline, e$ #Output the separator '----' line
]
#Output Rapid/Feedrate times
if time_est > 0 & (det_time = two | det_time = three),
[
ttltime = tot_rtime
"Total Rapid Time = ", ptimeout, e$
ttltime = tot_ltime
"Total Feed Time = ", ptimeout, e$
#sepline, e$ #Output the separator '----' line
]
#Output Cycle Time information
if time_est = two | time_est = three,
[
ttltime = total #Transfer TOTAL program time
"Cycle Time = ", ptimeout, e$ #Program Total time output
]
]
4.时间单位的相互转换
pthrminsec #Convert minutes to hr/min/sec format
thrs = int(ttltime / 60)
tmin = int(ttltime - thrs * 60)
tsec = (ttltime - thrs * 60 - tmin) * 60
5.总加工时间的组成
pttltime #Total tool times and total program time
tot_ltime = tot_ltime + tltime #Total FEED time
tot_rtime = tot_rtime + trtime #Total RAPID time
ttltime = tltime + trtime #Calc. current Tool Time
total = ttltime + total + tlchgtime #Calc. total Program Time
6.输出时间的格式
ptimeout #Output "times"
pthrminsec #Convert minutes to hr/min/sec format
#Output 'HOURS'
if thrs = one, *thrs, " Hour, "
if thrs > one, *thrs, " Hours, "
#Output 'MINUTES'
if tmin = one, *tmin, " Minute, "
if tmin > one, *tmin, " Minutes, "
#Output 'SECONDS'
if tsec > zero, *tsec, " Seconds"
7.快速进给时间和长度的计算原理及变量
ptimer #Rapid time and length calc
rlen = rlen + len #Running total RAPID length
trtime = rlen / pst_rpd_fr$ #Running total RAPID time
ptimel #Feed time and length calc
if fr_pos$ < zero, fr_pos$ = prv_fr_pos$
if fr_pos$ < tol, fr_pos$ = tol
llen = llen + len
tltime = tltime + len / fr_pos$
8.切削进给时间和长度的计算原理及变量
ptimel #Feed time and length calc
if fr_pos$ < zero, fr_pos$ = prv_fr_pos$
if fr_pos$ < tol, fr_pos$ = tol
llen = llen + len
tltime = tltime + len / fr_pos$
9.空间3D长度的计算原理及变量
ptime #Distance calculations
dx = x$ - prv_x$
dy = y$ - prv_y$
dz = z$ - prv_z$
len = sqrt(dx^2 + dy^2 + dz^2)
if gcode$ = zero, ptimer #RAPID time and length calc
if gcode$ = one, ptimel #FEED time and length calc
!x$, !y$, !z$, !fr_pos$ #Update previous [prv_?] variables
if fr_limits, pfrcheck #Track MAX/MIN Feedrates if requested
10.有关加工时间相关变量的格式
# Format assignments
# --------------------------------------------------------------------------
fmt 9 progno$ #Program number
fmt 3 t$ #Tool number
fmt 7 tldia$ #Tool diameter
fmt 7 tcr$ #Tool corner radius
fmt 3 tloffno$ #Diameter offset number
fmt 3 tlngno$ #Length offset number
fmt 3 ss$ #Spindle speed
fmt 4 fr_pos$ #Feedrate
fmt 2 llen #Feed cut length
fmt 2 rlen #Rapid traverse cut length
fmt 2 llen_total #Feed cut length (program total)
fmt 2 rlen_total #Rapid traverse cut length (program total)
fmt 2 total #Total part time
fmt 2 ttltime #Total operation time
fmt 3 thrs #Time in hours
fmt 3 tmin #Time in minutes
fmt 8 tsec #Time in seconds
fmt 3 tcnt #Tool Counter
fmt 3 custcycle #Custom Cycle number
fmt 4 tmax_fr #Max Feedrate in current Tool
fmt 4 tmin_fr #Min Feedrate in current Tool
fmt 4 pmax_fr #Max Feedrate in Program
fmt 4 pmin_fr #Min Feedrate in Program
将以上内容加入到现有后处理中,配以适当的位置便可以在后处理出的NC程序中输出加工时间,其中的快速进给是机床默认的12500mm/min,切削进给在编程参数中设定,换刀时间(tlchgtime : 0.0333 #Tool Change Time (* in Minutes *)可以根据具体机床设定,本程序设定0.3333分钟,大概是2秒。
其总加工时间( CYCLE TIME)=快速进给时间+切削进给时间+换刀时间;基本吻合实际生产加工时间。

*今日切削*
加工方式:Dynamic roughing (动态加工)
切削材料:AL6061-T6 (铝材 6061)
使用刀具: ISCAR 0.750 Chatterfree (依斯卡 0.75英才防振立铣刀)
切削步距: 40% stepover (刀具直径 X 40%)
切削深度: 1.15 stepdown. (1.15英寸)